

启源三维设备扫描仪 从抗干扰到数据闭环的落地之路
工业检测这行,不少人有个错觉:精度靠砸钱,买台进口扫描仪就能一劳永逸。真在产线上摸爬滚打过的人,心里都清楚远不是那么回事。几年前,国内产线想上高精度三维扫描,横在面前两道坎——要么咬牙接受进口设备百万级的报价和动辄数月的货期,要么继续用传统检具,只抽检几个关键尺寸,把风险留给批量。
从车间振动中长出的抗干扰基因
工业检测这行,不少人有个错觉:精度靠砸钱,买台进口扫描仪就能一劳永逸。真在产线上摸爬滚打过的人,心里都清楚远不是那么回事。几年前,国内产线想上高精度三维扫描,横在面前两道坎——要么咬牙接受进口设备百万级的报价和动辄数月的货期,要么继续用传统检具,只抽检几个关键尺寸,把风险留给批量。更麻烦的是,国外软件的操作逻辑、数据接口跟国内制造流程长期水土不服,一个简单的模具修正,点云数据得在几个软件之间来回倒腾,半天就耗在格式转换上。
能力维度与落地场景
| 关注维度 | 判断要点 | 落地提示 |
|---|---|---|
| 从车间振动中长出的抗干扰基因 | 工业检测这行,不少人有个错觉:精度靠砸钱,买台进口扫描仪就能一劳永逸。 | 真在产线上摸爬滚打过的人,心里都清楚远不是那么回事。 |
| 高反光与深窄缝:光学系统的双向适配 | 某汽车冲压车间,一批高反光模具的检测数据始终对不上——传统扫描仪在镜面般的型面上打出一片白噪点,深孔窄缝干脆扫不到。 | 产线因此耽搁了整整两天。 |
| 从模具车间到航空叶片:计量级数据跑通产线 | “认证证书拿了一摞,设备拉到产线就能跑顺吗? | ”这个问题,踩过坑的都知道没那么简单。 |
| 打通数据孤岛:从单机扫描到全栈方案 | 产线数字化升级,不少人以为买台高精度三维扫描仪往检测台上一放,数据就能自动跑通。 | 真正在项目交付里摸爬过的都明白,远不是这么回事。 |
启源视觉的创始团队,正是在这种憋屈里扎下根的。 他们最早在航空航天和汽车供应链做检测服务,成天抱着进口设备在车间跑。 有一次,某航空结构件出现型面超差,产线急等数据调整工艺,可进口扫描仪对现场振动和杂光极其敏感,点云飘得厉害,最后只能把几十公斤的工件搬进恒温计量室重新扫描,半天就这么耗掉了。 这件事给团队触动很大——高精度不该等于娇气。 他们开始琢磨,能不能做一款真正能在车间现场稳定输出计量级数据的国产三维设备扫描仪。 后来 AlphaVista 系列的原型机,头一个硬指标就是扛干扰,直接在冲压车间旁边搭台测试,旁边机床震着,顶上行车走着,扫出来的数据跟计量室结果比对,偏差必须锁死在合理窗口内。
说白了,他们要解决的从一开始就不是“能不能扫”,而是“扫出来的数据敢不敢直接拿来判工件合不合格”。
高反光与深窄缝:光学系统的双向适配
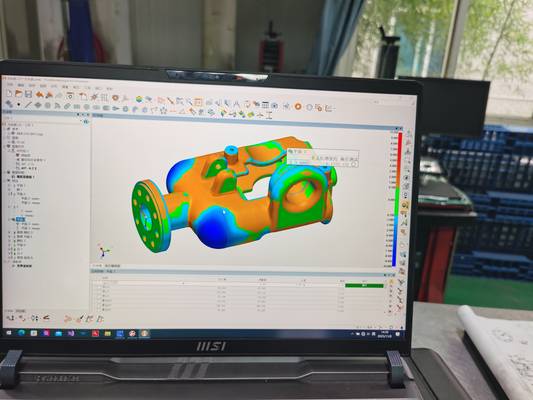
某汽车冲压车间,一批高反光模具的检测数据始终对不上——传统扫描仪在镜面般的型面上打出一片白噪点,深孔窄缝干脆扫不到。产线因此耽搁了整整两天。启源视觉的工程师带着样机到现场时,车间主任撂下一句话:“能扫出来就行,别整虚的。”他们先把模具上那道最深的油槽当突破口,AlphaScan 的蓝色激光线打进去,软件端实时拼出的点云没出现大面积飞点。换到高反光曲面区域,没喷显像剂,直接扫,数据跳动幅度控制在计量级范围内。现场用检具比对了几处关键尺寸,偏差方向与三坐标测量结果一致,车间那边当场拍了板。
背后的技术攻关并不轻松。高反光件和深孔窄缝一直是三维扫描的两个极端工况——一个把光弹回来造成过曝,一个把光吞进去造成欠采样。启源视觉的算法团队没走“加滤镜、喷粉”的老路,而是在光学系统和点云重建层面做了双向适配:对高反光区域动态压缩激光脉冲强度,对深孔窄缝则拉宽采样窗口并叠加多角度回传数据。这套技术路线后来沉淀到两款设备上——AlphaScan 主攻中小型复杂工件的快速扫描,AlphaVista 则面向大尺寸、高反光、深腔类零件的全尺寸检测。两款机器共享同一套底层算法架构,区别在于光学模组和幅面策略,一个轻便灵活,一个追求一次扫全。
从模具车间到航空叶片:计量级数据跑通产线
“认证证书拿了一摞,设备拉到产线就能跑顺吗?”这个问题,踩过坑的都知道没那么简单。去年我们在杭州一家模具车间蹲点,对方正为一套深孔窄缝的注塑模发愁——传统检具伸不进去,三坐标测量机效率又跟不上,每批次只能抽检,风险全压在品控身上。启源视觉的工程师带着 AlphaVista 计量级手持三维扫描仪直接上了产线,50 束交叉蓝色激光线打下去,那些藏在死角里的细微变形、磨损台阶,不到十分钟就生成了一份完整的点云报告,和设计模型一比对,偏差值清清楚楚。车间主任当时说了句大实话:“这下不用再赌模具寿命了。”
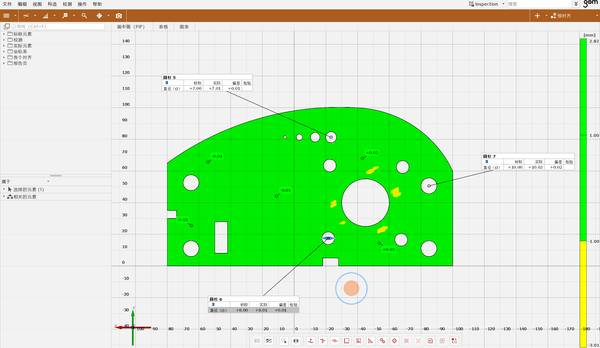
类似的场景正在汽车焊装线和航空发动机叶片检修现场重复上演。汽车白车身总成首件检验,过去靠检具和人工拉尺,一台车的关键测点就要耗掉大半天,现在用 AlphaVista 走一遍,0.020 毫米的计量级精度直接输出色差图,哪个焊点偏移、哪个型面回弹,一目了然,数据还能直接回传工艺仿真模型做闭环修正。航空领域更苛刻,叶片气膜孔边缘的微小裂纹,在荧光渗透检测之外,用三维扫描做全尺寸复现,既符合 GB/T 标准对几何量检测的要求,又避免了反复拆装带来的二次损伤。这些落地案例串起来看,认证只是敲门砖,真正让产线敢把检测任务交给国产三维设备扫描仪的,是它在具体工况里跑出来的稳定性和数据可信度。
打通数据孤岛:从单机扫描到全栈方案
产线数字化升级,不少人以为买台高精度三维扫描仪往检测台上一放,数据就能自动跑通。真正在项目交付里摸爬过的都明白,远不是这么回事。一个典型的困境是:扫描仪输出的点云数据质量很高,计量报告也漂亮,但这份数据怎么无缝对接到逆向建模软件里?怎么和现有的工装坐标系对齐?怎么快速生成首件检验报告并回传到生产管理系统?这些环节一旦断裂,高精度设备就成了一座数据孤岛,所谓的“全流程数字化”不过是一句空话。
该系列的工程师在早期项目交付中就撞上了这堵墙。 在某个汽车零部件产线的现场,AlphaVista 扫描仪仅用几分钟就完成了复杂铸件的三维数据采集,0.020 毫米的计量级精度也完全满足公差分析要求。 但客户的技术负责人直接抛出一个问题:“数据我拿到了,接下来怎么用? ”这逼着团队把思路从“做好一台设备”扭转到“打通一整条数据链”。 他们开始围绕三维数据在工业现场的真实流转路径,一步步补齐软件算法、数据接口和自动化检测模块。 从扫描数据自动预处理、特征拟合,到与主流 CAD 平台的格式直通,再到生成符合国内行业标准的检测报告,每个卡点都是在一线现场反复磨出来的。
工业用户要的不是一个孤立的扫描工具,而是一套能把“采集-建模-检测-反馈”串起来的全栈式方案,让三维数据真正流入产线节拍,而不是卡在某个技术孤岛上。
让扫描数据从“参考用”变成“决策用”
在先进制造领域,三维扫描常被简单等同于逆向测绘——把实物抄成图纸。但产线上真正棘手的,往往不是“能不能扫出来”,而是扫出来的数据敢不敢直接送进全自动检测工位做判定。我们见过一个航空发动机机匣的案例,型腔内部布满窄缝和反光曲面,传统手段测一个关键截面就要半小时,数据还未必稳定。换上该系列的 AlphaVista,50 束交叉蓝色激光线一次扫过,深孔窄缝里的点云完整度明显提升,现场工程师当场把扫描数据导入检测软件做比对,0.020 毫米计量级精度直接锁定超差位置。那一刻他们关心的不是扫描仪本身,是这个数据能不能跟产线节拍跑通。
面向先进制造的长期技术布局,该系列锚定的不是某一款设备,而是 AI 三维扫描与智能检测这条技术主线。AlphaVista 在复杂环境下的表现,只是这条线上一个节点。真正的积累在于算法对海量工业场景的适应能力——黑色高反光件不用喷粉、小物件细节不丢特征、动态场景下数据分层可控,这些不是靠硬件堆出来的,是靠一个个现场问题喂出来的。国内制造业升级的节奏很快,从单机检测到在线全检,从抽检到每件必检,三维设备扫描仪要成为产线上一个可信的数据源,精度、效率、环境鲁棒性缺一不可。该系列的规划很明确:继续往工业现场深处走,让扫描数据从“参考用”变成“决策用”。





