
Rentabilidad y control dimensional en planta mediante un escáner de nube de puntos para optimizar costes operativos
Descubra cómo un escáner de nube de puntos optimiza el control dimensional en planta, disminuye el retrabajo y acelera la entrega para mejorar la rentabilidad.
Dónde se escapa el margen: los costes ocultos de la inspección tradicional
Antes de evaluar cualquier inversión, conviene identificar los focos de ineficiencia que lastran la rentabilidad en las plantas industriales. Tres situaciones se repiten en sectores como automoción, aeroespacial, bienes de equipo o energía:

- Cuellos de botella en CMM de laboratorio. Una CMM fija ofrece alta exactitud, pero exige entorno controlado y programación especializada. Cuando varias líneas comparten el mismo equipo, las piezas esperan turno. Ese tiempo de espera alarga el ciclo de inspección, retrasa la liberación de lotes y, en la práctica, obliga a tomar decisiones de conformidad con menos datos de los deseables.
- Medición manual con criterio variable. Calibres, micrómetros y galgas dependen de la habilidad del operario. Dos personas pueden obtener lecturas distintas sobre la misma cota, y la información queda registrada en papel o en hojas de cálculo aisladas. La falta de repetibilidad y de un historial digital auditable complica la trazabilidad que exigen normas como ISO 9001 o los requisitos de clientes del sector aeronáutico.
- Retrabajo y desperdicio por detección tardía. Cuando la desviación geométrica se descubre al final del proceso o, peor, en casa del cliente, el coste se multiplica. Retrabajar una pieza, desmontar un subconjunto o asumir un rechazo de lote erosiona el margen de forma directa y daña la credibilidad del proveedor.
Estos tres focos comparten una raíz común: la información dimensional llega tarde, con poca densidad de datos o sin la repetibilidad suficiente para actuar con rapidez. Un escáner de nube de puntos portátil y metrológico cambia esa dinámica al llevar la capacidad de medición directamente al punto de producción.
Vías de reducción de costes operativos con escaneado 3D en planta
La incorporación de un escáner de nube de puntos como el AlphaScan de INSVISION no es un proyecto de innovación tecnológica aislado, sino una palanca de mejora en varios eslabones de la cadena de valor industrial. A continuación, se detallan los principales caminos de ahorro y eficiencia.
- Acortar el ciclo de inspección sin perder trazabilidad
*Punto de dolor:* Los tiempos de espera en CMM o la lentitud de la medición manual alargan el *lead time* de calidad.

*Mejora con escaneado 3D:* El AlphaScan captura la geometría completa de una pieza en segundos, con 50 haces de láser azul cruzado que iluminan la superficie desde múltiples ángulos en una sola pasada. La nube de puntos densa se genera en taller, sin necesidad de trasladar la pieza a un laboratorio.
*Valor observable:* Reducción significativa del tiempo de inspección por lote, lo que permite liberar piezas con mayor agilidad y acortar el ciclo completo de fabricación. La trazabilidad se refuerza porque cada escaneo queda vinculado a un registro digital.
- Reducir la tasa de retrabajo y el desperdicio
*Punto de dolor:* Las desviaciones dimensionales detectadas tarde obligan a retrabajar o desechar piezas ya mecanizadas, con el consiguiente consumo extra de material, energía y horas de máquina.
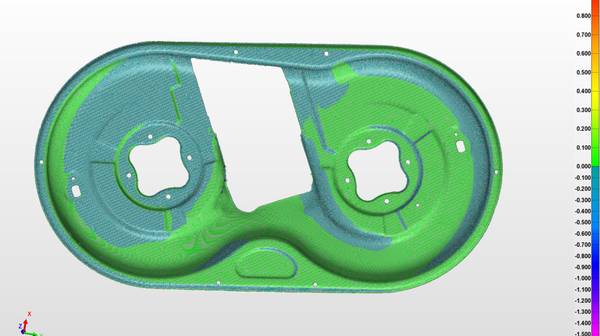
*Mejora con escaneado 3D:* Al disponer de una nube de puntos completa y precisa (0,020 mm de error volumétrico validado en piezas reales), los ingenieros de calidad pueden comparar la geometría real contra el CAD nominal en minutos, identificando desviaciones en taladros, ajustes críticos o superficies funcionales antes de que el lote avance.
*Valor observable:* Menor índice de piezas no conformes que escapan a fases posteriores, ahorro en costes de retrabajo y menor riesgo de reclamaciones de cliente.

- Disminuir la dependencia de operarios altamente especializados
*Punto de dolor:* La programación de CMM y la interpretación de informes de medición requieren perfiles con formación específica, difíciles de encontrar y de retener. La medición manual, además, introduce variabilidad.
*Mejora con escaneado 3D:* El AlphaScan está diseñado para usarse en planta, con 1070 gramos de peso y un sistema de calibración automática que verifica la alineación de los haces antes de cada sesión. La captura es rápida y el procesamiento guiado reduce la necesidad de intervención experta.
*Valor observable:* Un operario de producción puede realizar la captura tras una formación breve, liberando a los metrólogos para tareas de mayor valor añadido. La repetibilidad de los datos, sesión tras sesión, da confianza para tomar decisiones de conformidad sin depender de un único especialista.
- Acelerar la ingeniería inversa y la digitalización de repuestos
*Punto de dolor:* Cuando no existen planos de una pieza obsoleta o de un utillaje, el rediseño tradicional consume días de modelado manual y múltiples iteraciones.

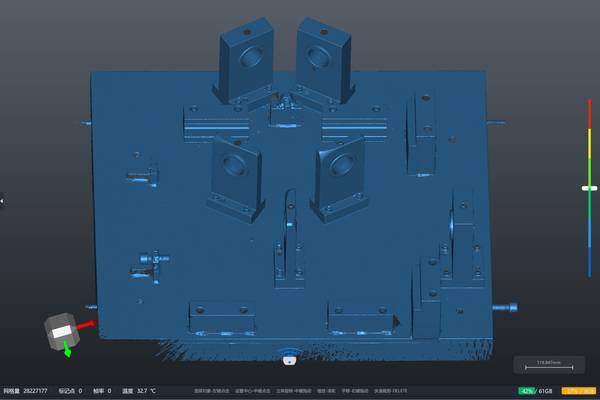
*Mejora con escaneado 3D:* El escáner de nube de puntos captura la geometría completa, incluyendo cavidades profundas y nervaduras, y genera un modelo digital que alimenta directamente software CAD/CAM.
*Valor observable:* Reducción drástica del tiempo de obtención del modelo 3D, lo que acorta los plazos de fabricación de repuestos o de actualización de componentes. En entornos MRO (mantenimiento, reparación y operaciones), esta agilidad se traduce en menor tiempo de inmovilizado de activos.
- Construir un historial digital auditable y mejorar la relación con el cliente
*Punto de dolor:* Los registros de calidad en papel o en formatos no estructurados dificultan la trazabilidad y la respuesta ante auditorías o reclamaciones.
*Mejora con escaneado 3D:* Cada nube de puntos y su comparación con el CAD nominal se convierten en un registro digital trazable, que puede integrarse con sistemas de Industria 4.0 y PDM.
*Valor observable:* Los responsables de calidad ganan un historial auditable que demuestra el control dimensional lote a lote. Esta transparencia fortalece la confianza del cliente y puede ser un factor diferenciador en procesos de homologación de proveedores.
Marco de evaluación del valor operativo: cómo calcular el impacto en su planta
Para que un director de operaciones o un responsable de mejora continua pueda valorar la conveniencia de incorporar un escáner de nube de puntos, proponemos un esquema de cálculo basado en variables internas que cada empresa puede medir.
No se trata de prometer ahorros universales, sino de ofrecer una metodología de autodiagnóstico.
| Variable operativa | Cómo medirla | Indicador de mejora esperable con escaneado 3D en planta |
|---|---|---|
| Tiempo de inspección por lote | Horas totales dedicadas a CMM o medición manual por lote tipo | Reducción significativa al eliminar esperas y capturar geometrías completas en minutos |
| Tasa de retrabajo interno | Porcentaje de piezas retrabajadas sobre el total producido en un periodo | Tendencia descendente al detectar desviaciones en fases más tempranas |
| Coste de no calidad externo | Número de reclamaciones de cliente por desviaciones dimensionales y su coste asociado | Disminución al disponer de registros de trazabilidad más fiables y completos |
| Horas de metrólogo dedicadas a tareas repetitivas | Horas semanales de personal especializado en programación y medición rutinaria | Liberación de horas para análisis de datos y mejora de procesos |
| Plazo de obtención de modelo 3D para ingeniería inversa | Días transcurridos desde la solicitud hasta la entrega del modelo CAD | Acortamiento notable, con impacto directo en plazos de entrega de repuestos |
Cada planta puede asignar sus propios costes unitarios a estas variables (coste hora de CMM, coste hora de operario, coste de retrabajo, margen perdido por pedido urgente, etc.) y proyectar el punto de equilibrio de la inversión.
La clave no está en la precisión del cálculo al céntimo, sino en identificar qué cuellos de botella son los que más daño hacen al flujo de valor.
Dónde aporta INSVISION una mejora perceptible en el día a día
El AlphaScan de INSVISION no es un escáner de laboratorio adaptado a planta, sino un equipo concebido para trabajar en entornos productivos reales. Varias decisiones de diseño tienen una lectura directa en términos de coste y eficiencia:
- Láser azul cruzado de 50 haces. La longitud de onda azul reduce la dispersión en superficies metálicas brillantes o semireflectantes (aceros mecanizados, aluminio, fundiciones), habituales en automoción y aeroespacial. Esto significa menos ruido en la nube de puntos y, sobre todo, menos necesidad de aplicar polvos mateantes. El ahorro no está solo en el consumible, sino en el tiempo de preparación que se elimina de cada ciclo de inspección.
- Precisión de 0,020 mm validada en piezas reales. No es un valor de catálogo obtenido sobre patrones ideales, sino un error volumétrico comprobado en ciclos repetidos sobre utillajes y piezas de producción. Para el responsable de calidad, esto implica que puede confiar en los datos para decidir sobre la conformidad de un lote sin tener que recurrir sistemáticamente a una CMM de referencia.
- Calibración automática y repetibilidad trazable. Cada unidad verifica la alineación de los haces antes de cada sesión. En términos operativos, esto reduce el riesgo de derivas no detectadas y asegura que los datos de hoy son comparables con los de ayer, un requisito indispensable para construir un historial de calidad fiable.
- Portabilidad y peso de 1070 gramos. El equipo se mueve entre células de producción, talleres externos o almacenes de MRO sin necesidad de montajes complejos. Esta movilidad permite integrar la inspección dimensional en el flujo de trabajo, en lugar de interrumpirlo para llevar las piezas a una sala de metrología.
En conjunto, estas características se traducen en una reducción de los tiempos de parada para control dimensional, una menor dependencia de entornos controlados y una captura de datos más densa que alimenta tanto el control de calidad como la ingeniería inversa.
Ritmo de implantación sugerido: dos o tres escenarios iniciales de alto impacto
Para los responsables de planta que deseen explorar el valor de un escáner de nube de puntos sin disrumpir toda la operación, la experiencia aconseja empezar por aplicaciones concretas donde el retorno se perciba con rapidez. Tres escenarios suelen ofrecer resultados visibles en semanas, no en meses:
- Control de calidad por lotes en piezas medianas (más de 10 cm). Sustituir la medición de primeras piezas o el muestreo con galgas por un escaneado completo con AlphaScan. En pocos minutos se obtiene una comparación contra el CAD nominal y un mapa de desviaciones que permite corregir la máquina herramienta antes de que el lote completo esté fuera de tolerancia. El ahorro inmediato está en la reducción de piezas no conformes
Hangzhou Insvision Technology Co., Ltd.
Direccion: Edificio 1, n.o 1399, carretera Liangmu, distrito de Yuhang, Hangzhou, provincia de Zhejiang, 311121, China