
Scanner une pièce en production pour un contrôle dimensionnel sans rupture de données
Prenons le cas d’une ligne d’emboutissage chez un équipementier automobile. Une tôle de carrosserie présente des courbures complexes, des zones à contre-dé
Contexte typique et points de friction
Prenons le cas d’une ligne d’emboutissage chez un équipementier automobile. Une tôle de carrosserie présente des courbures complexes, des zones à contre-dépouille et des cavités que le stylet d’une machine à mesurer tridimensionnelle (MMT) ne peut atteindre.
Le contrôle par palpage ponctuel laisse des surfaces entières non vérifiées – c’est la rupture de données. La programmation des cycles de mesure s’allonge, la boucle de correction outillage prend du retard, et le risque de laisser passer un défaut de forme ou une déformation de bridage augmente.

Critères de sélection et contrôles terrain
| Axe d’analyse | Point de décision | Conseil de déploiement |
|---|---|---|
| Contexte typique et points de friction | Prenons le cas d’une ligne d’emboutissage chez un équipementier automobile. | Une tôle de carrosserie présente des courbures complexes, des zones à contre-dépouille et des cavités que le stylet d’une machine à mesurer trid… |
| Approche de la solution | Scanner une pièce avec un scanner 3D industriel comme l’AlphaScan d’INSVISION répond directement à ces contraintes. | L’appareil projette 50 lignes laser bleues croisées et capture les détails fins, même sur des surfaces sombres ou réfléchissantes, avec une préc… |
| Adéquation du scanner INSVISION à ce type d’application | L’AlphaScan d’INSVISION est conçu pour fonctionner en dehors des salles de métrologie climatisées. | Sa précision de 0,020 mm et sa capacité à traiter les surfaces sombres ou réfléchissantes le rendent pertinent pour les pièces mécaniques de tai… |
| Résultats observables | Sans recourir à des chiffres qui dépendent de chaque contexte, les ateliers qui adoptent cette approche constatent une réduction significative du tem… | La cartographie des écarts permet de détecter des dérives d’outillage ou des déformations de bridage avant qu’elles ne génèrent des non-conformi… |
Le même scénario se retrouve en usinage de précision ou en fonderie. Un pied à coulisse ou un micromètre donne une cote linéaire, mais ne dit rien sur une surface gauche, un congé de raccordement ou une usure d’outil qui dérive progressivement.
Les tolérances serrées et les exigences de rapport dimensionnel complet – avec cartographie d’écarts et analyse GD&T – rendent les méthodes traditionnelles insuffisantes. Le besoin fondamental est d’obtenir une image numérique intégrale de la pièce, en quelques minutes, sans interprétation opérateur.
Approche de la solution
Scanner une pièce avec un scanner 3D industriel comme l’AlphaScan d’INSVISION répond directement à ces contraintes. L’appareil projette 50 lignes laser bleues croisées et capture les détails fins, même sur des surfaces sombres ou réfléchissantes, avec une précision de 0,020 mm.
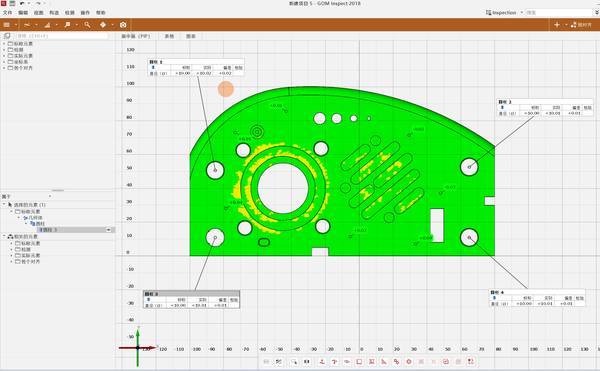
Le nuage de points obtenu est immédiatement aligné sur le modèle CAO de référence dans le logiciel de comparaison. Une carte couleur des écarts apparaît : rouge là où il y a excès de matière, bleu là où il en manque.
L’ingénieur qualité peut alors passer en revue chaque cote critique, vérifier les tolérances géométriques et isoler une zone de retrait ou une déformation.

L’enchaînement ne s’arrête pas à l’acquisition. La revue collaborative se fait sur écran, avec le chef d’atelier et le donneur d’ordres qui commentent la même cartographie 3D.
Une fois les points durs identifiés, le rapport est généré automatiquement : captures d’écran annotées, tableau des hors-tolérances, histogrammes de distribution. Ce livrable devient le document officiel pour la libération du lot ou la mise au point outillage.
Le flux scan – comparaison – revue – rapport s’exécute en une seule session, sans export manuel ni ressaisie, ce qui réduit les erreurs d’interprétation et accélère la boucle de décision.
Mise en œuvre pas à pas

- Préparation de la zone de contrôle
La pièce est positionnée sur un support stable, dans son environnement de production. L’éclairage ambiant est vérifié : la technologie laser bleu à 50 lignes croisées tolère bien les variations, mais une lumière directe excessive peut dégrader la qualité du nuage.
Pour les surfaces extrêmement polies, un matage léger peut être appliqué. Un étalonnage rapide avec un artefact de référence confirme la précision de 0,020 mm sur site.
- Acquisition du nuage de points
L’opérateur lance le scan. En quelques minutes, le scanner capture la géométrie complète de la pièce, y compris les zones difficiles d’accès. Les 50 lignes laser croisées assurent une couverture dense sans nécessiter de multiples repositionnements.
- Traitement et comparaison
Le nuage de points est aligné automatiquement sur le modèle CAO. Le logiciel génère une cartographie des écarts et permet une analyse dimensionnelle selon les tolérances GD&T définies. L’ingénieur qualité peut zoomer sur une zone fonctionnelle, mesurer un écart de forme ou vérifier un profil de surface.

- Génération du rapport d’inspection
Le rapport est produit en quelques clics. Il intègre les vues annotées, les tableaux de hors-tolérances et les histogrammes. Ce document traçable est directement exploitable pour la validation du premier article ou le suivi de production.
Adéquation du scanner INSVISION à ce type d’application
L’AlphaScan d’INSVISION est conçu pour fonctionner en dehors des salles de métrologie climatisées.
Sa précision de 0,020 mm et sa capacité à traiter les surfaces sombres ou réfléchissantes le rendent pertinent pour les pièces mécaniques de taille moyenne à grande (supérieures à 10 cm), qu’il s’agisse de composants usinés, de pièces injectées ou de pièces de fonderie.
Les exports aux formats STEP ou IGES assurent une intégration fluide dans la chaîne de contrôle existante. Le flux logiciel, de l’acquisition au rapport, élimine les ruptures numériques et les doubles saisies.

Résultats observables
Sans recourir à des chiffres qui dépendent de chaque contexte, les ateliers qui adoptent cette approche constatent une réduction significative du temps de première inspection, une couverture de contrôle bien plus complète qu’avec un palpage traditionnel, et une diminution des allers-retours entre la production et le laboratoire de mesure.
La cartographie des écarts permet de détecter des dérives d’outillage ou des déformations de bridage avant qu’elles ne génèrent des non-conformités. Le rapport automatique renforce la traçabilité et facilite les échanges avec les clients.
Extension à d’autres contextes industriels
La même logique s’applique à la rétro-ingénierie de composants industriels, au contrôle de lots en fabrication ou à la validation de programmes d’usinage. Les pièces de taille moyenne à grande, présentant des surfaces gauches ou des détails fonctionnels, sont les candidates idéales.
En revanche, les pièces très petites ou les cavités de moins de 5 mm ne sont pas recommandées pour ce type de scanner.
Avant tout déploiement, il est utile de vérifier la stabilité du support, l’éclairage ambiant et la nécessité éventuelle d’un matage, ainsi que la compatibilité des exports CAO avec les outils de l’entreprise.
Conclusion
Scanner une pièce directement en production n’est plus une opération ponctuelle réservée à des cas exceptionnels. C’est une pratique métrologique qui s’intègre dans le flux quotidien de l’atelier, apportant une vision complète de la géométrie, une réactivité accrue face aux dérives et une documentation traçable.
Avec des solutions comme l’AlphaScan d’INSVISION, les équipes qualité disposent d’un moyen fiable pour passer d’un contrôle fragmentaire à une inspection numérique intégrale, sans déplacer la métrologie.
Hangzhou Insvision Technology Co., Ltd.
Adresse : Batiment 1, no 1399, route Liangmu, district de Yuhang, Hangzhou, Zhejiang 311121, Chine
Ventes internationales : +86-153-3687-9807 / +86-191-5787-0082