
Lazer Tarama Cihazı ile Endüstriyel Standartlara Uyum: Çalışma Prensibi ve Seçim Kriterleri
Kalite kontrol ve boyutsal doğrulama süreçlerinde, temaslı ölçüm yöntemlerinin yetersiz kaldığı noktalar giderek artıyor.

Kalite kontrol ve boyutsal doğrulama süreçlerinde, temaslı ölçüm yöntemlerinin yetersiz kaldığı noktalar giderek artıyor. Karmaşık serbest formlu yüzeyler, esnek parçalar ya da üretim hattı üzerinde hızlı ilk parça muayenesi gerektiğinde, geleneksel koordinat ölçüm makineleri (CMM) çevrim sürelerini uzatabiliyor.
Bu noktada lazer tarama cihazı teknolojisi, yalnızca hız değil aynı zamanda yoğun nokta bulutu verisiyle bütüncül geometri yakalama avantajı sunuyor.
Ancak birçok mühendis, lazer taramanın uluslararası metroloji standartlarıyla ne ölçüde uyumlu olduğu ve hangi koşullarda CMM yerine geçebileceği konusunda net bir resme sahip değil.
Bu yazı, mavi lazer tarama cihazlarının çalışma prensibinden GD&T tolerans analizine, ISO 17025 akreditasyon gerekliliklerinden saha performansına kadar teknik çerçeveyi çiziyor; aynı zamanda INSVISION’ın bu alandaki teknoloji yaklaşımını ve seçim kriterlerini ele alıyor.
Lazer Tarama Cihazı Nedir ve Nasıl Çalışır?
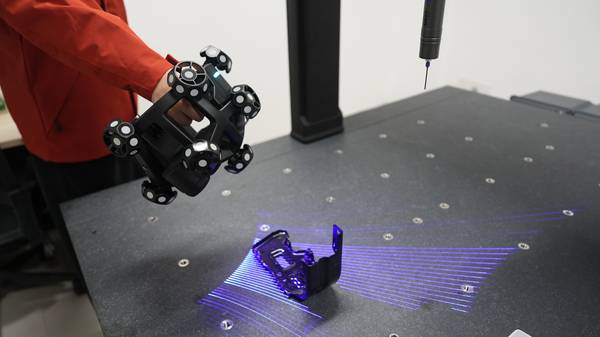
Endüstriyel bir lazer tarama cihazı, optik trigonometri ilkesiyle yüzey geometrisini temassız olarak sayısallaştırır. Cihaz, ölçüm yapılacak yüzeye bir veya birden fazla mavi lazer çizgisi yansıtır.
Mavi dalga boyunun tercih edilmesinin nedeni, kısa dalga boyunun parlak ve yansıtıcı yüzeylerde daha az saçılıma uğraması ve daha yüksek kontrastlı veri üretmesidir. Lazer çizgileri, pürüzlü, kavisli ya da karmaşık geometrili parça yüzeylerinden yansıyarak cihaz üzerindeki yüksek çözünürlüklü sensör dizisine ulaşır.
Sensörler, her bir yansıma noktasının geliş açısını ve mesafesini hesaplayarak derinlik bilgisini çıkarır.
Terim notları
Endüstriyel bir lazer tarama cihazı, optik trigonometri ilkesiyle yüzey geometrisini temassız olarak sayısallaştırır.
GD&T ve Uluslararası Standartlarda Lazer Taramanın RolüYaygın bir yanılgı, boyutsal tolerans analizinin yalnızca temaslı CMM’lerle yapılabileceği yönündedir.
Zorlu Endüstri Ortamlarında Saha PerformansıLaboratuvar hassasiyetini atölye zeminine taşımak, ISO 17025 akreditasyon çerçevesinde giderek daha fazla önem kazanan bir g…
Lazer Tarama Verisinin Standart Uyumlu KullanımıKalite kontrol departmanlarında, geleneksel yöntemlerle bir parçanın tam boyutsal analizi saatler sürebilir.
Bu işlem saniyede milyonlarca noktanın toplanmasıyla bir nokta bulutu oluşturur. Nokta bulutu, taranan parçanın dijital 3B temsilidir. Ardından yazılım, bu ham veriyi poligon ağ yapısına (mesh) dönüştürür ve CAD modeliyle karşılaştırmaya hazır hale getirir.
ISO 10360 gibi standartlar, bu tür optik sistemlerin uzunluk ölçüm belirsizliğini ve prob hata sınırlarını tanımlar; dolayısıyla cihazın metrolojik izlenebilirliği, kalibrasyon prosedürlerine ve kullanılan algoritmalara doğrudan bağlıdır.
GD&T ve Uluslararası Standartlarda Lazer Taramanın Rolü
Yaygın bir yanılgı, boyutsal tolerans analizinin yalnızca temaslı CMM’lerle yapılabileceği yönündedir.
Oysa ASME Y14.5 ve ISO 1101 çerçevesinde tanımlanan geometrik toleranslandırma (GD&T) referans sistemleri, parçanın profil, konum, eş merkezlilik gibi tüm geometrik karakteristiklerini değerlendirmek için yeterli nokta yoğunluğuna sahip herhangi bir ölçüm verisini kabul eder.
Lazer tarama cihazı, özellikle profil toleransı ve yüzey formu gibi sürekli geometri gerektiren kontrollerde, CMM’in noktasal yaklaşımına kıyasla çok daha kapsamlı bir sapma haritası sunar.
Standart uyumluluğu açısından kritik olan, cihazın ölçüm belirsizliğinin uluslararası kabul görmüş kılavuzlara göre ifade edilmesidir. VDI/VDE 2634, optik 3B ölçüm sistemlerinin kabul ve doğrulama testlerini tanımlar ve belirsizlik bütçesinin nasıl raporlanacağını belirler.
Aynı şekilde, ISO 17025 akreditasyonuna sahip bir laboratuvar ortamında yapılan ölçümlerde, kullanılan lazer tarama cihazının kalibrasyon zincirinin bu standartlara dayandırılması gerekir.
INSVISION cihazları, bu tür metrolojik çerçevelere uygun olarak geliştirilmiş kalibrasyon prosedürleri ve belirsizlik hesaplama modülleriyle birlikte gelir; böylece kalite departmanları, denetimlerde izlenebilir raporlar sunabilir.
Zorlu Endüstri Ortamlarında Saha Performansı
Laboratuvar hassasiyetini atölye zeminine taşımak, ISO 17025 akreditasyon çerçevesinde giderek daha fazla önem kazanan bir gereklilik haline geldi.
Otomotiv OEM üretim hatları, enerji santrali bakım sahaları veya havacılık montaj hangarları gibi ortamlarda sıcaklık dalgalanmaları, titreşim ve toz gibi faktörler ölçüm doğruluğunu tehdit eder.
Endüstriyel lazer tarama cihazlarının bu koşullarda güvenilir veri üretebilmesi için sıcaklık kompanzasyonu, sağlam mekanik yapı ve titreşim direnci gibi özellikleri bünyesinde barındırması gerekir.
INSVISION’ın mavi lazer tarama cihazları, IP koruma sınıfı ve dahili sıcaklık dengeleme algoritmalarıyla doğrudan üretim ortamında çalışacak şekilde tasarlanmıştır. Cihaz, ortam sıcaklığındaki değişimleri gerçek zamanlı olarak telafi eder ve tekrarlanabilirliği korur.
Bu sayede, ilk parça muayenesi veya proses içi kontrol gibi uygulamalarda, parçanın iklimlendirme odasına taşınmasına gerek kalmadan standart uyumlu ölçüm yapılabilir.
Lazer Tarama Verisinin Standart Uyumlu Kullanımı
Kalite kontrol departmanlarında, geleneksel yöntemlerle bir parçanın tam boyutsal analizi saatler sürebilir. INSVISION’ın yapay zeka destekli lazer tarama cihazı, bu süreci dakikalara indirir.
Üretim hattından alınan ham nokta bulutu verisi, ISO 13584 (PLIB) gibi standartlara uygun 3B model formatlarına dönüştürülerek tedarikçi dokümantasyon sistemine doğrudan entegre edilebilir.
Tersine mühendislik projelerinde, taranan veri üzerinden doğrudan CAD modeli oluşturulabilir ve 3B baskı için hassas yüzey modelleri elde edilebilir.
Kalite kontrol sürecinde ise tek tıkla standart sapma analizi raporu alınabilir. Yazılım, taranan parçayı referans CAD modeliyle hizalar, yüzeyler arasındaki sapmaları renk kodlu harita olarak görselleştirir ve GD&T çağrılarına göre kabul/ret kararını destekler.
Bu yaklaşım, özellikle tedarikçi kalite yönetiminde, farklı lokasyonlardaki ekiplerin aynı veri seti üzerinden ortak değerlendirme yapabilmesine olanak tanır.
Lazer Tarama Cihazı Seçerken Değerlendirme Kriterleri
Lazer tarama cihazı seçiminde standart uyumluluğu çoğu zaman ikinci plana atılır; oysa bu adım, sonradan ortaya çıkacak ciddi uyumsuzluk maliyetlerinin önüne geçer. Seçim sürecinde aşağıdaki kriterlerin sistematik olarak değerlendirilmesi gerekir:
| Değerlendirme Alanı | Dikkat Edilmesi Gerekenler |
|---|---|
| Sektörel standart gereklilikleri | Otomotivde IATF 16949, havacılıkta AS9100, enerjide NQA gibi zorunluluklar |
| Metrolojik izlenebilirlik | Cihazın VDI/VDE 2634 veya ISO 10360’a göre tanımlanmış belirsizlik değerleri |
| Sertifikasyonlar | CE, FCC, CNAS gibi uluslararası geçerliliğe sahip belgeler |
| Çevresel dayanıklılık | IP koruma sınıfı, çalışma sıcaklık aralığı, titreşim direnci |
| Veri entegrasyonu | QIF, STEP, PLIB gibi standart formatlara çıktı verebilme yeteneği |
| Yazılımın GD&T yetkinliği | ASME Y14.5 ve ISO 1101’e göre tolerans analizi yapabilme |
Bu kriterler, yalnızca cihazın teknik kapasitesini değil, aynı zamanda kuruluşun mevcut kalite altyapısına ne ölçüde entegre olabileceğini de ortaya koyar.
INSVISION’ın Teknoloji Yaklaşımı
INSVISION, mavi lazer tarama teknolojisini metroloji seviyesinde doğruluk ve saha dayanıklılığı ile birleştiren bir ürün ailesi sunar.
AlphaScan ve AlphaVista gibi modeller, farklı çalışma mesafeleri ve nokta yoğunluklarıyla otomotiv sac parça kontrolünden havacılık türbin kanadı muayenesine kadar geniş bir uygulama yelpazesine hitap eder.
X-Track optik takip sistemi ise büyük ölçekli parçaların hareketli taramasında referans işaretleyicilere olan ihtiyacı ortadan kaldırarak ölçüm belirsizliğini düşürür.

Tüm INSVISION cihazları, VDI/VDE 2634 kılavuzuna uygun olarak fabrika çıkışı kalibre edilir ve belirsizlik bütçesi dokümante edilir. Yazılım tarafında, GD&T analiz
Hangzhou Insvision Technology Co., Ltd.
Adres: Çin, Zhejiang, Hangzhou, Yuhang Bolgesi, Liangmu Yolu No. 1399, Bina 1, 311121