
3D ölçüm sistemi: uretim ekipleri icin pratik kriterler
Otomotiv tedarik zincirinde üretim hattı kalite kontrolü için INSVISION ile taşınabilir 3D ölçüm sistemi kullanın. Çevrim sürelerini kısaltın ve verimliliği artırın.
Tipik Üretim Hattı ve Geleneksel Yöntemlerin Darboğazları
Bir otomotiv pres hattında, ilk parça onayı ve seri üretim arası kalite kontrolleri, çoğu zaman üç koordinat ölçüm makinası (CMM) etrafında döner. Parça hattan alınır, ölçüm laboratuvarına taşınır, fikstüre bağlanır ve sıra bekler. Bu taşıma sırasında hat ya durur ya da riskli bir şekilde kontrolsüz ilerler.
Yalın üretim prensipleriyle taban tabana zıt olan bu döngü, günlük çıktı hedeflerini tehdit eder.
Saha doğrulama kontrol listesi
| Odak alanı | Karar noktası | Uygulama notu |
|---|---|---|
| Parça uygunluğu | Boyut, yüzey durumu ve kritik toleransları tarama göreviyle eşleştirin | Temsilî bir parça ile tam test taraması yapın |
| Veri akışı | Nokta bulutu, sapma haritası ve kalite raporunun sürece uyumunu kontrol edin | Dışa aktarım formatlarını ve onay sorumlularını netleştirin |
| Saha kullanımı | Eğitim, kalibrasyon, ışık ve çalışma alanını değerlendirin | Test sonucunu tekrarlı uygulamalar için referans haline getirin |
Pratik iş akışı
- Tipik Üretim Hattı ve Geleneksel Yöntemlerin Darboğazları — Bir otomotiv pres hattında, ilk parça onayı ve seri üretim arası kalite kontrolleri, çoğu zaman üç koordinat ölçüm makinası (CMM)…
- Çözüm Tasarımı: Hattın Yanında Metroloji — Bu darboğazları aşmak için tasarlanan çözüm, parçayı üretim akışından koparmadan, fikstür değiştirmeden ve operatörün birkaç daki…
- Uygulama Adımları: Taramadan Rapora Hat Başı Süreç — INSVISION AlphaScan’in devreye alınması, mevcut üretim akışını bozmayan bir sırayla gerçekleşti:
- INSVISION AlphaScan’in Bu Senaryoya Uyumu — INSVISION AlphaScan, bu uygulamada birkaç kritik yeteneğiyle öne çıktı.
CMM’nin noktasal veri toplama mantığı, karmaşık eğrili sac parçalarda yüzey dalgalanmalarını, bölgesel çökmeleri veya geri esneme kaynaklı geometri sapmalarını bütünsel olarak göremez. Kaliper ve mastar gibi manuel yöntemler ise operatör becerisine bağımlıdır ve tekrarlanabilirlikten uzaktır.
Dijital CAD verisi olmayan eski yedek parçalar söz konusu olduğunda, her bir konturu manuel çıkarmak günler süren bir tersine mühendislik çabasına dönüşür. ISO 9001 ve IATF 16949 gereklilikleri tam izlenebilirlik isterken, noktasal raporlar çoğu zaman yeterli kanıtı sunmaz.
Çözüm Tasarımı: Hattın Yanında Metroloji
Bu darboğazları aşmak için tasarlanan çözüm, parçayı üretim akışından koparmadan, fikstür değiştirmeden ve operatörün birkaç dakika içinde tam yüzey taraması yapabileceği bir 3D ölçüm sistemi üzerine kuruldu.
Temel hedef, metrolojik doğruluğu hattın kenarına taşımak ve kalite verisini anlık olarak üretim kararlarına yansıtmaktı.
Seçim kriterleri dört başlıkta şekillendi:
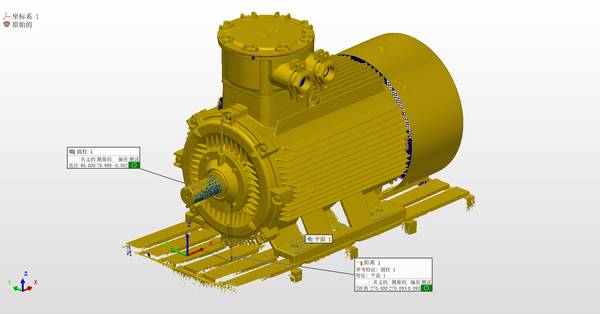
- Taşınabilirlik ve hat başı kullanım: Büyük gövdeli kaynak parçalarını ya da takım tezgahından yeni çıkmış iş parçasını ölçüm odasına taşımak yerine, dar alanlarda dahi çalışabilen el tipi bir tarayıcı.
- Metrolojik hassasiyet: Mikron seviyesinde tekrarlanabilirlik ve hacimsel doğruluk; otomotiv tedarik zincirinde pazarlık konusu değil, şartname maddesi.
- Karmaşık yüzey ve derin delik performansı: Döküm parçalarındaki iç bükey geometriler, sac metaldeki keskin radyuslar ve bağlantı delikleri, çok hatlı mavi lazer teknolojisiyle gölgelenme olmadan taranabilmeli.
- Yazılım entegrasyonu: Mevcut CAD platformlarıyla sorunsuz veri alışverişi, GD&T analizlerini doğrudan nokta bulutu üzerinde yapabilme ve operatörün kısa sürede yetkinlik kazanabilmesi.
Uygulama Adımları: Taramadan Rapora Hat Başı Süreç
INSVISION AlphaScan’in devreye alınması, mevcut üretim akışını bozmayan bir sırayla gerçekleşti:
- Parçanın sabitlenmesi ve mod seçimi: Operatör, pres çıkışındaki sac parçayı hat üzerinde sabitledi. Parça geometrisine göre tarama modu belirlendi; geniş yüzeyler için çapraz mavi lazer modu, bağlantı delikleri ve derin bölgeler için özel derin delik modu, hassas kenar detayları için tek lazer çizgisi modu devreye alındı.
- Tarama ve gerçek zamanlı doğrulama: El tipi tarayıcı ile yüzey taraması başlatıldı. Çift LED tasarımı, derin deliklerin net bir şekilde dijitalleşmesini sağladı. AI destekli 3D algoritmalar, operatör deneyiminden bağımsız olarak tutarlı nokta bulutu üretti. 3D Viewer yazılımı üzerinde tarama anında yüzey bütünlüğü kontrol edildi, eksik bölge kalmadığı doğrulandı.
- Veri işleme ve analiz: Toplanan nokta bulutu, referans CAD modeli ile otomatik olarak çakıştırıldı. Renkli sapma haritası üzerinde tolerans dışı bölgeler anında belirlendi. GD&T analizleri (profil, konum, açısal sapmalar) doğrudan taranmış veri üzerinde çalıştırıldı.
- Raporlama ve geri besleme: ISO standartlarına uygun kalite kontrol raporu otomatik oluşturuldu. Sapma görülen bölgeler için pres hattına anında geri bildirim verilerek kalıp ayarları yapıldı. Tüm süreç, parça başına birkaç dakika içinde tamamlandı.
INSVISION AlphaScan’in Bu Senaryoya Uyumu
INSVISION AlphaScan, bu uygulamada birkaç kritik yeteneğiyle öne çıktı. El tipi yapısı, fikstür değiştirmeden farklı parça ailelerine uyum sağladı. Çok hatlı mavi lazer ve çift LED aydınlatma, sac metalin parlak yüzeylerinde dahi güvenilir veri topladı.
Özel tasarım USB sabitleme düğmesi, hareketli hat ortamında veri aktarımının kesintisiz kalmasını garantiledi. AI destekli algoritmalar, operatörün tarama hızındaki değişimleri tolere ederek tekrarlanabilir sonuçlar verdi. Tüm bunlar, metroloji laboratuvarını üretim hattının yanına taşıyan bir sistem olarak konumlandı.
Gözlemlenen Operasyonel Etkiler
Sahadaki değişim birkaç alanda kendini gösterdi. Parçaların CMM laboratuvarına fiziksel taşınması ortadan kalktığı için üretim duruşları minimuma indi. Tek parça ölçüm süresi, taşıma ve bekleme dahil saatleri bulan döngüden, birkaç dakikalık hat başı taramaya dönüştü.
Operatör kaynaklı ölçüm hataları, sistemin tutarlı tarama algoritmaları sayesinde neredeyse sıfırlandı.

İlk parça onay süreçleri hızlandı; pres kalıbından çıkan ilk numune taranıp CAD ile karşılaştırıldı ve kalıp ayarları gecikmeden yapıldı. CAD modeli olmayan eski yedek parçalar için tersine mühendislik süreci basitleşti; taranan veriden doğrudan kullanılabilir yüzey modelleri oluşturuldu.
Kalite dokümantasyonu otomatik raporlarla hafifledi ve tam izlenebilirlik sağlandı. Eğitim maliyetleri düşük kaldı; operatörler birkaç gün içinde sistemi bağımsız kullanır hale geldi.
Benzer Üretim Ortamlarına Uyarlanabilirlik
Bu senaryodaki yaklaşım, yalnızca otomotiv pres hatlarıyla sınırlı değil. Havacılık MRO hangarlarında, CAD verisi olmayan eski uçak komponentlerinin taranıp onarım veya yeniden üretim için yüzey modeli çıkarılması aynı iş akışını izler.
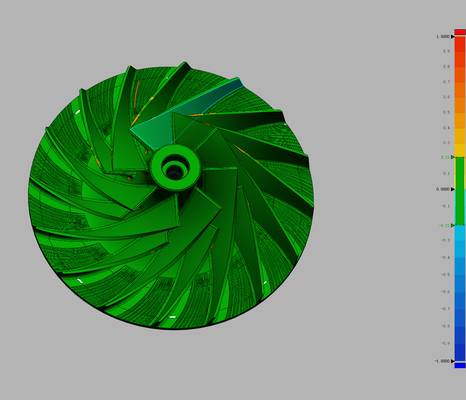
Tıbbi cihaz üretiminde, implantların GD&T toleranslarına uygunluğu, temassız tarama ile çizilme riski olmadan doğrulanabilir. Enerji sektöründe, gaz türbini kanatçıklarındaki erozyon hasarı yüksek çözünürlüklü taramayla haritalanır ve onarım öncesi boyutsal analiz yapılır.
Temel prensip değişmez: karmaşık geometrileri hızlı, tekrarlanabilir ve operatör becerisine bağımlı olmadan ölçmek. INSVISION 3D ölçüm sistemi, otomotivde kanıtlanmış bu esnekliği, benzer proses zorlukları yaşayan diğer kritik endüstrilere taşır.
Sonuç

Üretim hattında kalite kontrolü, parçayı laboratuvara taşıyan bir döngüden, veriyi anında üretim kararına dönüştüren bir sürece evriliyor. INSVISION AlphaScan gibi taşınabilir 3D ölçüm sistemleri, bu dönüşümün merkezinde yer alıyor.
Otomotiv tedarik zincirindeki bu uygulama, metrolojik doğruluğu hattın kenarına getirerek hem çevrim süresini kısaltmanın hem de kalite güvencesini artırmanın mümkün olduğunu gösteriyor.
Benzer darboğazları yaşayan üretim ortamları için, parçayı yerinde tarayıp dijitalleştiren bir sistem, yalnızca bir ölçüm aracı değil, aynı zamanda yalın üretim hedeflerine hizmet eden bir süreç iyileştirme enstrümanıdır.
Hangzhou Insvision Technology Co., Ltd.
Adres: Çin, Zhejiang, Hangzhou, Yuhang Bolgesi, Liangmu Yolu No. 1399, Bina 1, 311121