
2D Görüntüleme ve 3D Tarama Makinesi: Endüstriyel Kalite Kontrolde Veri ve Operasyonel Değer
2D kamera ile 3D tarama makinesi arasındaki çalışma prensibi, veri türü ve uygulama farklarını operasyonel verimlilik perspektifinden ele alan rehber.
Görüntüleme Teknolojilerinin Ortak Paydası: Üretimi Ölçülebilir Veriye Dönüştürmek
İster 2D ister 3D olsun, endüstriyel görüntüleme sistemlerinin temel amacı aynıdır: fiziksel parçayı sayısal, karşılaştırılabilir ve arşivlenebilir bir veri setine çevirmek. Bu veri;
ilk parça onayı, GD&T kontrolleri, yeniden işleme kararları, proses yeterlilik analizi ve müşteriye sunulan kalite kanıtı için kullanılır. Endüstri 4.0 ve yalın üretim ortamında, ölçüm verisinin hızı ve güvenilirliği doğrudan teslimat süresine, hurda oranına ve işçilik maliyetine yansır.
Dolayısıyla hangi teknolojinin hangi senaryoda doğru olduğunu bilmek, yalnızca mühendislik değil, aynı zamanda bir operasyonel verimlilik kararıdır.
Sık sorulan sorular
Görüntüleme Teknolojilerinin Ortak Paydası: Üretimi Ölçülebilir Veriye… değerlendirilirken nelere bakılmalı?
İster 2D ister 3D olsun, endüstriyel görüntüleme sistemlerinin temel amacı aynıdır: fiziksel parçayı sayısal, karşılaştırılabilir ve arşivlenebilir bir veri setine çevirmek.
2D Görüntüleme: Düzlemde Hız ve Erişilebilirlik değerlendirilirken nelere bakılmalı?
2D kameralar, bir sensör üzerine düşen ışığı piksel matrisinde işleyerek X ve Y eksenlerinde bir düzlem görüntü oluşturur.
Bu yapı, 2D sistemleri özellikle şu görevlerde etkin kılar: değerlendirilirken nelere bakılmalı?
Operasyonel açıdan bakıldığında, 2D kameralar düşük entegrasyon maliyeti ve yüksek tetikleme hızı sayesinde çevrim süresini neredeyse hiç etkilemeden temel kalite kapıları oluştur…
2D Görüntüleme: Düzlemde Hız ve Erişilebilirlik
2D kameralar, bir sensör üzerine düşen ışığı piksel matrisinde işleyerek X ve Y eksenlerinde bir düzlem görüntü oluşturur. Renk, kontrast, kenar keskinliği, delik konturu ve yüzey dokusu gibi bilgileri yüksek hızda sağlar.
Derinlik algısı olmadığı için yükseklik farkı, hacim, yüzey eğimi veya form sapması doğrudan ölçülemez.
Bu yapı, 2D sistemleri özellikle şu görevlerde etkin kılar:
- Düz yüzeyli parçalarda çizik, çapak, eksik delik gibi yüzeysel kusur tespiti
- Barkod, Data Matrix ve üretim işareti okuma
- Montaj hattında parça varlık-yokluk kontrolü
- Depo ve sevkiyatta etiket doğrulama
Operasyonel açıdan bakıldığında, 2D kameralar düşük entegrasyon maliyeti ve yüksek tetikleme hızı sayesinde çevrim süresini neredeyse hiç etkilemeden temel kalite kapıları oluşturur. Ancak geometrik doğrulamanın kritik olduğu adımlarda tek başına yeterli değildir.
3D Tarama Makinesi: Nokta Bulutundan Karar Destek Sistemine
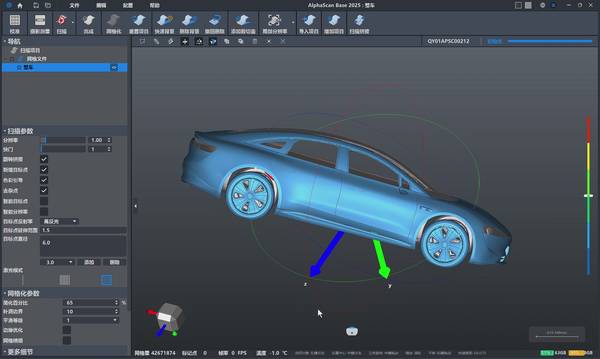
Bir 3D tarama makinesi, parçanın X, Y ve Z koordinatlarını içeren üç boyutlu nokta bulutu üretir. Bu nokta bulutu; hizalama, filtreleme ve mesh oluşturma adımlarından geçerek CAD modeliyle birebir karşılaştırılabilir bir sayısal ikize dönüşür. Endüstriyel 3D taramada kullanılan başlıca yöntemler şunlardır:
- Yapılandırılmış ışık: Parça üzerine desen yansıtarak deformasyondan geometri hesaplar.
- Çizgi lazer: Lazer hattının yüzey üzerindeki konum değişimini okuyarak profil çıkarır.
- Dinamik lazer izdüşümü: Hareketli ölçüm ve konumlama senaryolarında gerçek zamanlı referans üretir.
Bu yöntemlerin ortak çıktısı, derinlik bilgisidir. Böylece hacim, form sapması, runout toleransı, duvar kalınlığı değişimi ve GD&T çağrılarının neredeyse tamamı doğrudan ölçülebilir hale gelir. Yapay zekâ destekli algoritmalar; gürültü azaltma, özellik tanıma ve veri işleme hızında kayda değer kazanımlar sağlar.
INSVISION, bu alanda yapay zekâ destekli 3D dijital ölçüm ve CAD tabanlı analiz yazılımları geliştiren teknoloji üreticilerinden biridir.
Uygulama Sınırları: Hangi Problemde Hangi Veri Tipi Gerekir?
Bir Tier-1 otomotiv tedarikçisinin pres hattını düşünelim. Operatör önce parçanın doğru yerleşip yerleşmediğini, etiketin okunabilirliğini ve yüzeyde belirgin bir çizik olup olmadığını kontrol eder. Bu aşamada 2D görüntüleme, düşük gecikme ve yeterli doğrulukla çalışır.
Ancak aynı parçanın kenar formu, yüzey sapması, burulma açısı veya montaj deliklerinin konum toleransı sorgulanıyorsa, 2D veri yanıltıcı olabilir.

3D tarama makinesi, geometri bilgisinin karar verdiği şu işlerde öne çıkar:
- Tersine mühendislik için CAD modeli oluşturma
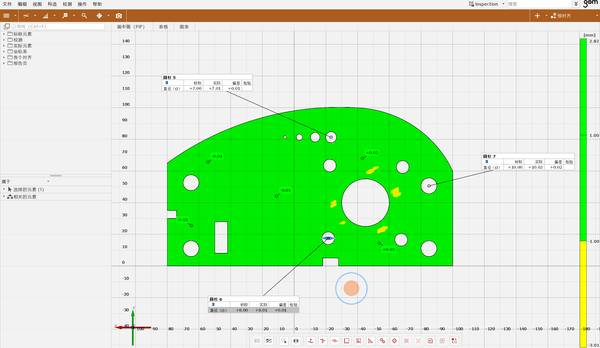
- GD&T kontrolleri ve renkli sapma haritası ile ilk parça onayı
- Düz olmayan yüzeylerde aşınma, erozyon veya mikro çatlak tespiti
- Kalıp ve takımın periyodik boyutsal kontrolü
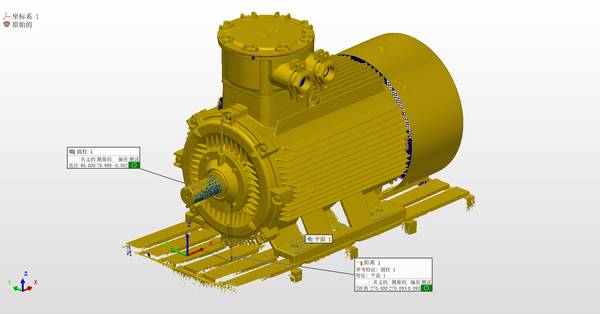
- Büyük iş parçalarının yerinde, sökmeden ölçümü
El tipi 3D tarayıcılar; üretim hattı içinde dar alanlarda veya büyük parçanın hemen yanında doğrudan ölçüm yapabilme esnekliği sunar. INSVISION AlphaScan gibi sistemler, 0,073 mm’ye varan hassasiyetle çalışarak kalite laboratuvarı ile üretim hattı arasındaki mesafeyi kısaltır.

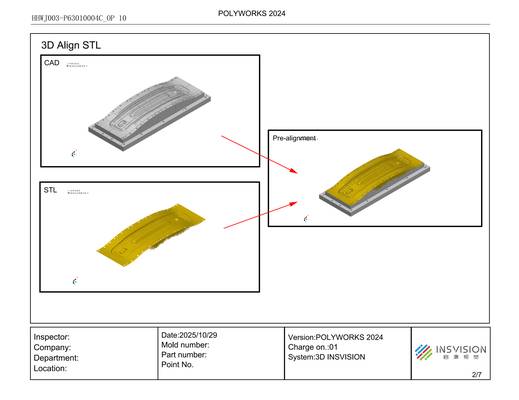
Gerçek Bir Endüstri Senaryosu: Basınçlı Kalıp Kontrolü
Batı otomotiv OEM tesislerinde basınçlı kalıpların periyodik kontrolü, iki teknolojinin sınırlarını net biçimde ortaya koyar. 2D kamera, kalıp yüzeyindeki açık çatlakları ve gözle görülür aşınmaları yakalayabilir.
Ancak kalıbın boyutsal sapması, derin yüzey yıpranması ve presleme sonrası oluşan mikro eğrilikler, çoğu zaman 3D veri olmadan güvenilir biçimde okunamaz. Bir 3D tarama makinesi, CAD modeliyle hizalama yaparak renkli sapma haritası üzerinden hangi bölgenin ne kadar saptığını milimetrenin altında hassasiyetle gösterir.
Bu sayede kalıp bakım ekibi, yalnızca “çatlak var” bilgisiyle değil, “bu bölge belirli bir miktar aşınmış, önümüzdeki çevrimlerde risk oluşturabilir” öngörüsüyle hareket eder. Sonuç: plansız duruşlar azalır, yeniden işleme ve hurda maliyeti düşer, kalıp ömrü uzar
Hangzhou Insvision Technology Co., Ltd.
Adres: Çin, Zhejiang, Hangzhou, Yuhang Bolgesi, Liangmu Yolu No. 1399, Bina 1, 311121