
CAD용 3D 스캐너의 작동 원리와 산업 적용 기준 — 2026년 엔지니어를 위한 기술 가이드
CAD용 3D 스캐너의 작동 원리, 점군에서 CAD 모델까지의 변환 과정, 정밀도 결정 변수, 역설계·품질 검사 적용 기준과 장비 선정 검증 포인트를 정리한 기술 가이드입니다.
CAD용 3D 스캐너란 무엇인가
CAD용 3D 스캐너는 실물 형상을 비접촉 방식으로 측정해 점군(point cloud) 또는 메시(mesh) 데이터를 생성하고, 이 데이터를 CAD 소프트웨어에서 편집·활용할 수 있는 형식으로 변환하는 장비다. 단순한 형상 복제를 넘어, 계측 등급의 정밀도와 GD&T(기하 공차) 분석이 가능한 수준까지 요구되는 경우가 많다.
자주 묻는 질문
CAD용 3D 스캐너란 무엇인가에서 무엇을 확인해야 하나요?
CAD용 3D 스캐너는 실물 형상을 비접촉 방식으로 측정해 점군(point cloud) 또는 메시(mesh) 데이터를 생성하고, 이 데이터를 CAD 소프트웨어에서 편집·활용할 수 있는 형식으로 변환하는 장비다. 단순한 형상 복제를 넘어, 계측 등급의 정밀도와 GD&T(기하 공차) 분석이 가능한 수준까지 요구되는 경우가…
데이터 처리 흐름: 점군에서 CAD 모델까지에서 무엇을 확인해야 하나요?
스캔으로 얻은 원시 점군 데이터는 그 자체로 CAD에서 바로 사용하기 어렵다. 일반적인 처리 파이프라인은 다음과 같다.
핵심 기술 요소: 정밀도를 결정하는 변수들에서 무엇을 확인해야 하나요?
CAD 작업에 적합한 3D 스캐너를 평가할 때는 단일 정확도 수치보다 다음 네 가지 요소를 종합적으로 검토해야 한다.
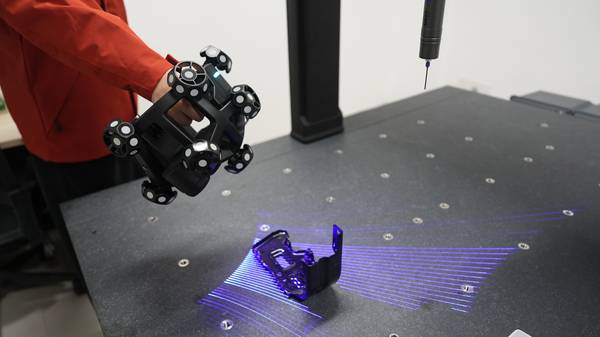
작동 원리는 크게 능동형 삼각측량(레이저 또는 구조광)과 위상 변이 측정 등 광학식 방식을 기반으로 한다. 스캐너가 대상 표면에 패턴을 투사하고, 변형된 패턴을 카메라가 읽어들여 삼각측량 알고리즘으로 3차원 좌표를 계산한다. 핸드헬드 타입의 경우 스캐너 자체의 위치 추적을 위해 마커 또는 광학 트래킹 시스템을 함께 사용하며, INSVISION의 X-Track 같은 외부 트래킹 모듈이 결합되면 대형 부품에서도 마커 없이 높은 체적 정확도를 유지할 수 있다.
데이터 처리 흐름: 점군에서 CAD 모델까지
스캔으로 얻은 원시 점군 데이터는 그 자체로 CAD에서 바로 사용하기 어렵다. 일반적인 처리 파이프라인은 다음과 같다.
- 정합(Registration): 여러 각도에서 촬영한 스캔 데이터를 하나의 좌표계로 병합한다.
- 노이즈 제거 및 평활화: 센서 노이즈, 반사광, 경계부 이상점을 제거한다.
- 메시 생성: 점군을 삼각형 폴리곤 메시로 변환한다.
- CAD 리버스 엔지니어링: 메시 데이터를 기반으로 서피스, 솔리드 모델을 재구성한다. 이 단계에서 자동 서피싱 기능과 수동 모델링이 병행된다.
- 검사 및 비교: 생성된 CAD 모델을 원본 스캔 데이터 또는 기준 CAD와 중첩해 편차 맵(deviation map)을 생성하고, GD&T 분석을 수행한다.
이 과정에서 스캐너의 하드웨어 정밀도만큼이나 소프트웨어의 정합 알고리즘과 메시 처리 능력이 최종 데이터 품질을 좌우한다.

핵심 기술 요소: 정밀도를 결정하는 변수들
CAD 작업에 적합한 3D 스캐너를 평가할 때는 단일 정확도 수치보다 다음 네 가지 요소를 종합적으로 검토해야 한다.
| 기술 요소 | 설명 | 실무적 영향 |
|---|---|---|
| 체적 정확도 (Volumetric Accuracy) | 일정 측정 체적 내에서의 3차원 위치 오차. ISO 10360 또는 VDI/VDE 2634 등 국제 표준에 따라 검증된 값이어야 한다. | 대형 부품의 전체 치수 신뢰성과 직결된다. |
| 포인트 간 거리 (Point Spacing) | 스캔 점군의 해상도를 결정한다. | 미세 형상, 필렛, 좁은 홈 등의 복원 품질에 영향을 미친다. |
| 작업 거리 및 심도 (Stand-off & Depth of Field) | 스캐너와 대상 사이의 최적 측정 거리와 측정 가능한 깊이 범위. | 현장 접근성이 떨어지는 부위나 깊은 포켓 형상 측정 가능 여부를 결정한다. |
| 재질 적응성 | 광택, 투명, 검정색 등 난반사율 표면에 대한 스캔 성능. | 별도의 스프레이 도포 없이 측정 가능한 재질 범위를 의미하며, 작업 효율에 큰 차이를 만든다. |
많은 기술팀이 카탈로그에 표기된 ‘최대 정확도’만 보고 장비를 선정했다가, 실제 작업 환경의 온도 변화, 진동, 대상 표면 상태 때문에 기대 이하의 결과를 얻는 경우가 잦다. 따라서 반드시 실제 측정 대상과 유사한 조건에서 반복성 및 편차 검증을 수행해야 한다.
유사 기술과의 차이: 3D 스캐너 vs. CMM vs. CT
CAD 데이터를 얻는 방법은 3D 스캐닝 외에도 다양하다. 각 기술의 위치를 이해하면 적용처를 명확히 구분할 수 있다.
- 접촉식 CMM (Coordinate Measuring Machine): 매우 높은 정확도를 제공하지만 측정 속도가 느리고, 자유곡면 전체를 빠르게 디지타이징하기 어렵다. 주로 기하 공차 검증에 사용된다.
- CT (Computed Tomography): 내부 구조까지 측정 가능하지만 장비 비용이 높고 측정 영역이 제한적이다. 소형 복합재료 부품 검사 등에 국한된다.
- 3D 스캐너: 외부 형상을 고속으로 취득하고 CAD 역설계에 바로 연결할 수 있다. 정확도는 CMM보다 낮을 수 있지만, 전체 형상의 편차 분포를 한눈에 시각화할 수 있다는 점이 강점이다.
즉, 3D 스캐너는 CMM의 점 측정 방식으로는 파악하기 어려운 전체적인 형상 트렌드와 국부 변형을 동시에 분석해야 하는 작업에서 특히 효과적이다.
적용 분야: 산업 현장에서의 활용
역설계(Reverse Engineering)
도면이 소실된 레거시 부품, 단종된 금형, 현장에서 수정된 커스텀 지그 등을 복원할 때 3D 스캐너는 핵심 도구다. 부품을 분해하거나 수작업으로 측정하지 않고도 점군 데이터를 확보한 뒤 CAD 모델로 재구성할 수 있다. INSVISION AlphaScan과 같은 핸드헬드 스캐너는 복잡한 내부 리브나 언더컷이 있는 주조품에서도 빠른 데이터 수집이 가능하다.
첫품 검사(First-Article Inspection) 및 생산 품질 관리

자동차 차체 패널이나 항공우주 복합재 부품처럼 전체 치수 정합성이 중요한 제품에서는 스캔 데이터를 기준 CAD 모델과 자동 정렬해 컬러 편차 맵을 생성한다. 공차를 벗어난 영역이 적색과 황색으로 표시되므로, 검사자는 별도의 수동 측정 없이 재작업이 필요한 부위를 즉시 식별할
항저우 INSVISION 테크놀로지 유한회사
주소: 중국 저장성 항저우시 위항구 량무로 1399호 1동, 311121