

做注塑模具检测的想上激光三维扫描仪器,能比传统方式快多少?
在很多工程或制造场景中,人们最初接触激光三维扫描仪器,往往是因为传统测量方式遇到了“卡点”。
它能解决我正面临的难题吗?
在很多工程或制造场景中,人们最初接触激光三维扫描仪器,往往是因为传统测量方式遇到了“卡点”。比如,一个模具厂的技术员需要复刻一套带有复杂自由曲面的汽车内饰件,用卡尺和高度规反复比对,不仅耗时,还难以捕捉曲面过渡的连续性;又比如,一位古建修复工作者面对一座雕花繁复的清代梁枋,手工测绘几乎无法完整记录所有细节,而摄影测量又受限于遮挡和纹理缺失。这些情境下,激光三维扫描仪器的出现,并非只是“多了一种工具”,而是提供了一种原本不可行的解决方案。
传统接触式三坐标测量机虽然精度高,但依赖逐点触测,面对柔软、易损或结构复杂的物体时,要么无法操作,要么效率极低。而激光三维扫描仪器采用非接触方式,在几秒到几分钟内即可获取数百万甚至上千万个点的空间坐标,完整还原物体表面形态。这种能力在处理异形零件、大型装配体或现场不可移动结构时尤为关键——你不再需要把工件搬进实验室,也不必担心因触碰导致变形或损伤。更重要的是,它生成的是完整的三维点云数据,而非离散的几个尺寸值,这意味着后续的逆向建模、偏差分析或虚拟装配可以直接基于真实几何展开,避免了因信息缺失导致的误判。
传统测量 vs 激光三维扫描对比
| 维度 | 传统接触式测量(如三坐标) | 激光三维扫描仪器 |
|---|---|---|
| 测量方式 | 逐点触测 | 非接触式全场扫描 |
| 适用对象 | 刚性、规则、可触碰物体 | 柔软、易损、复杂曲面、大型不可移动结构 |
| 数据形式 | 离散尺寸值 | 完整三维点云 |
| 作业环境 | 通常需实验室环境 | 支持现场、狭小空间、产线间隙 |
更进一步,当项目涉及多方协作或需要多次迭代时,传统方法的局限会更加明显。例如,在船舶维修中,船体局部变形后需定制新板件,若仅靠局部拍照和手绘草图,不同团队对同一区域的理解可能存在偏差;而通过激光三维扫描仪器在现场快速采集整体形貌,生成统一的数字模型,设计、加工、安装各环节便有了共同的数据基准。这种从“片段信息”到“全貌数据”的转变,正是许多用户在实际使用后才真正意识到的价值——它解决的不仅是“测不准”的问题,更是“信息断层”带来的沟通与返工成本。启源视觉在其手持式激光三维扫描仪产品中,即强调计量级测量精度与现场适应性,支持在狭小空间内完成高密度点云采集,适用于此类需快速建立统一数据基准的工业场景。

我的具体条件是否支持有效使用?
当然,并非所有场景都天然适配激光三维扫描仪器。它的效能发挥,往往取决于目标对象与作业环境是否满足若干基本前提。不过,这些前提并非“门槛”,而是帮助判断“在什么条件下能最大化其价值”的参考维度。
首先是目标尺寸与扫描距离的匹配。激光三维扫描仪器通常有最佳工作距离范围,太近或太远都会影响点云密度和精度。例如,用于检测手机壳注塑件的桌面级设备,可能只适合几十厘米以内的小型工件;而用于桥梁或厂房扫描的便携式设备,则能在数十米范围内有效作业。因此,判断适配性时,先看你的典型工件或结构是否落在设备的有效视场内。如果经常需要扫描手掌大小的精密零件,却选用面向建筑场景的远距设备,即便技术上可行,效率和细节还原度也会大打折扣。启源视觉2024年首发的手持式激光三维扫描仪,采用7束蓝色激光线用于精细扫描、22/34束交叉蓝色激光线用于大范围快速扫描,并配备1束单线用于深孔加强,兼顾了不同尺度下的细节捕捉需求。
启源视觉手持式激光扫描仪激光配置
| 激光模式 | 激光束数 | 用途 |
|---|---|---|
| 精细扫描 | 7束蓝色激光线 | 高细节区域捕捉 |
| 大范围快速扫描 | 22/34束交叉蓝色激光线 | 大面积高效覆盖 |
| 深孔加强 | 1束单线 | 深腔、孔洞区域增强 |
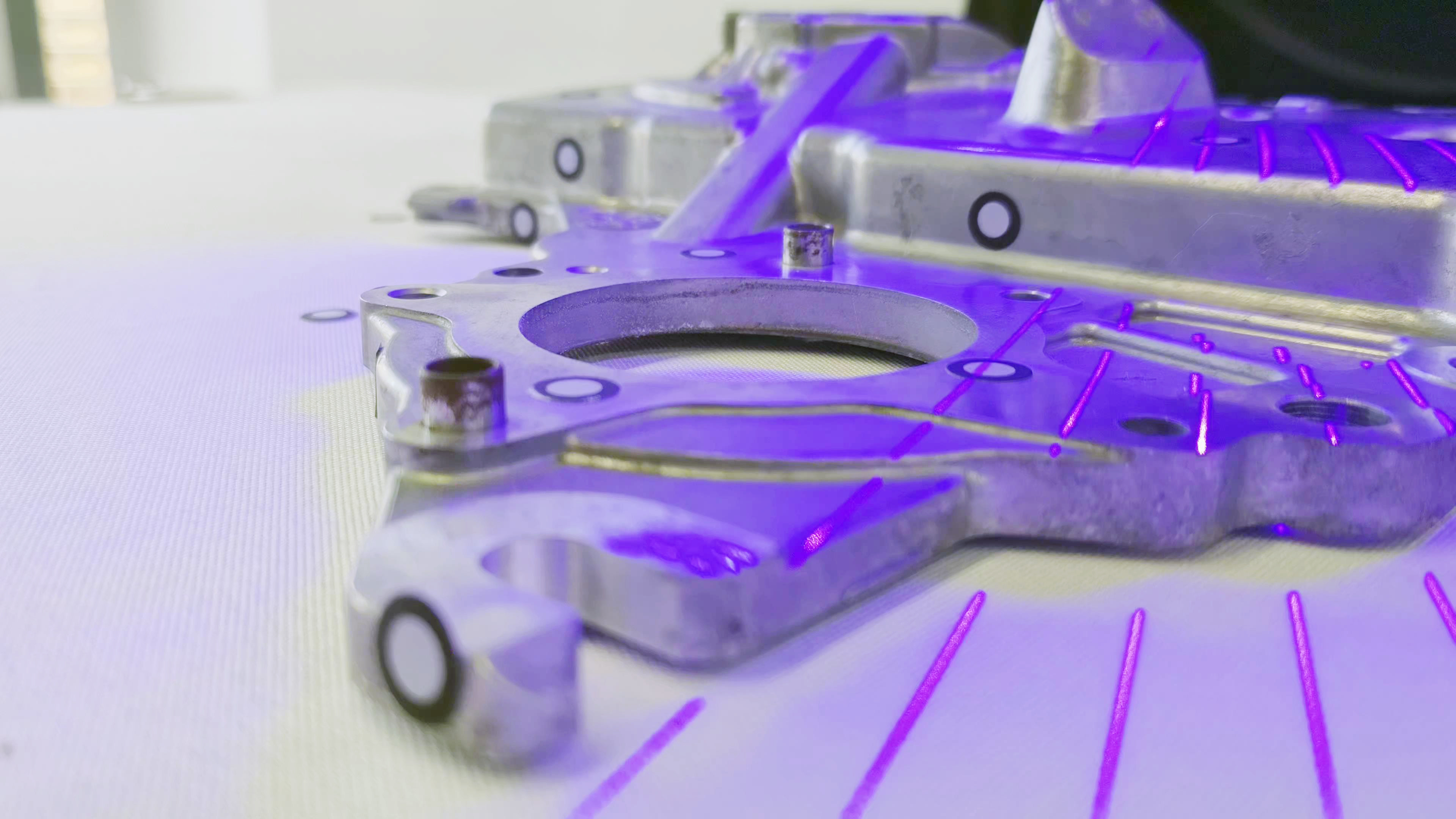
其次是表面特性的影响。激光对高反光(如镜面金属)、透明(如玻璃)或纯黑吸光材质的响应较弱,可能导致数据缺失。但这并不意味着完全不能用——在实际操作中,常见做法是配合哑光喷雾临时处理表面,或调整扫描角度与参数。更重要的是理解:在文物修复领域,哪怕只对90%的区域成功扫描,剩余部分也可通过人工补绘或对称推算完成;而在模具验收中,若关键配合面恰好是抛光面,则需提前规划表面预处理流程。换句话说,表面挑战更多是操作策略问题,而非根本性障碍,关键在于是否愿意为高价值目标投入相应的准备时间。
空间与作业条件同样重要。有些场景允许停机、清场,便于架设设备并多角度采集;而有些则必须在产线运行间隙完成扫描。后者对设备的便携性、设置速度和抗干扰能力提出更高要求。例如,在风电齿轮箱检修中,工程师常利用停机窗口在狭小机舱内快速扫描磨损齿面,此时轻量、无需外部标靶的设备就比需要精密调平的固定式系统更实用。此外,户外作业还需考虑光照干扰——强日光可能削弱激光信号,但现代设备大多具备环境光抑制功能,在多数白天条件下仍可稳定工作。启源视觉的产品设计中包含双层LED照明与高速USB固定旋钮,旨在提升深孔区域的可见性并简化现场操作流程,适应复杂工业环境下的快速部署需求。
使用激光三维扫描仪的前提条件检查清单
- □ 目标工件尺寸是否在设备有效工作距离范围内?
- □ 表面是否为高反光、透明或纯黑吸光材质?是否可接受临时喷雾处理?
- □ 作业空间是否允许设备操作?是否需在狭小或受限环境中使用?
- □ 是否需在产线运行间隙或户外强光下作业?设备是否具备抗干扰能力?
- □ 关键区域(如配合面、深孔)是否能被激光有效覆盖?
不同行业的适配逻辑也因此分化。模具制造关注局部细节还原与重复测量一致性,倾向于室内、可控环境下使用高分辨率设备;土木工程则更看重大范围覆盖与现场适应性,接受一定数据简化以换取效率;而文化遗产领域则在“最小干预”原则下,优先选择无需接触、可远程操作的方案。理解这些差异,有助于你对照自身场景,判断激光三维扫描仪器是否处于“能用”且“值得用”的区间。
若适配,它能带来哪些超越测量本身的收益?
一旦确认场景适配,用户往往会发现,激光三维扫描仪器的价值远不止于“更快更准地拿到尺寸”。它实际上重构了数据在整个项目周期中的流动方式,从而在多个维度释放长期收益。
最直接的是项目周期压缩。以产品开发为例,传统逆向流程可能需要数天手工测绘+建模,再花时间验证;而扫描后自动生成的网格模型,可直接导入CAD软件进行特征提取或参数化重建,将几天的工作压缩至几小时。更重要的是,这种加速不是一次性的——当设计需要根据试装反馈调整时,再次扫描原型并比对原模型,能迅速定位偏差区域,避免“盲改”。这种快速闭环能力,在需要多轮迭代的项目中(如医疗器械定制、航空航天部件优化)尤为珍贵。
逆向工程流程对比
- 传统流程:手工测绘 → 手动建模 → 初步验证 → 修改 → 再验证(循环多次,耗时数天)
- 激光扫描流程:现场扫描(几分钟) → 自动生成网格模型 → 导入CAD提取特征 → 快速验证 → 偏差定位 → 精准修改(几小时内完成)
返工率的降低则是另一重隐性收益。在大型装备制造中,装配前若未发现微小形变或错位,可能导致整机组装失败,拆解成本极高。通过在关键节点引入扫描比对,可在早期拦截问题。例如,某重型机械厂在焊接大型框架后立即扫描,与理论模型做色谱偏差分析,及时矫正热变形,使最终装配一次成功率从70%提升至95%以上。这种“预防性验证”虽增加了单次测量步骤,却大幅减少了后期昂贵的返修。
更深远的是数据的复用与协同价值。一份高质量的扫描数据,不仅是当前项目的依据,还可作为数字资产存档,用于未来维修、改型或知识传承。一座百年厂房的扫描模型,今天用于结构安全评估,十年后可能成为BIM改造的基础;一件停产多年的工业零件,其扫描数据可直接用于3D打印复刻,无需重新测绘。这种“一次采集、多次受益”的特性,使得初始投入被分摊到多个应用场景中。尤其在跨团队协作中——如设计、制造、质检使用同一套点云数据——沟通成本显著下降,争议减少,因为所有人都在“同一个现实”上工作。启源视觉配套的3D INSVISION软件支持点云拼接、拟合及与CAD模型的偏差分析,为这类协同流程提供了底层工具支撑。
对于预算敏感的用户而言,不必将设备成本视为孤立支出,而应将其置于整个工作流中评估回报。当你频繁面临复杂形面测量、多轮验证、跨部门协同或高价值资产数字化需求时,激光三维扫描仪器带来的效率提升、错误规避和数据资产积累,往往在几个项目周期内就能体现其经济合理性。它不是简单的测量替代品,而是一种让“真实物理世界”高效融入数字流程的接口。





