

蓝光三维扫描仪做注塑模具检测能快速定位修模问题吗
在模具车间里,修模师傅面对一个刚试模出来的注塑件,表面光洁如镜,边缘却有细微变形。
它能解决我这类问题吗?
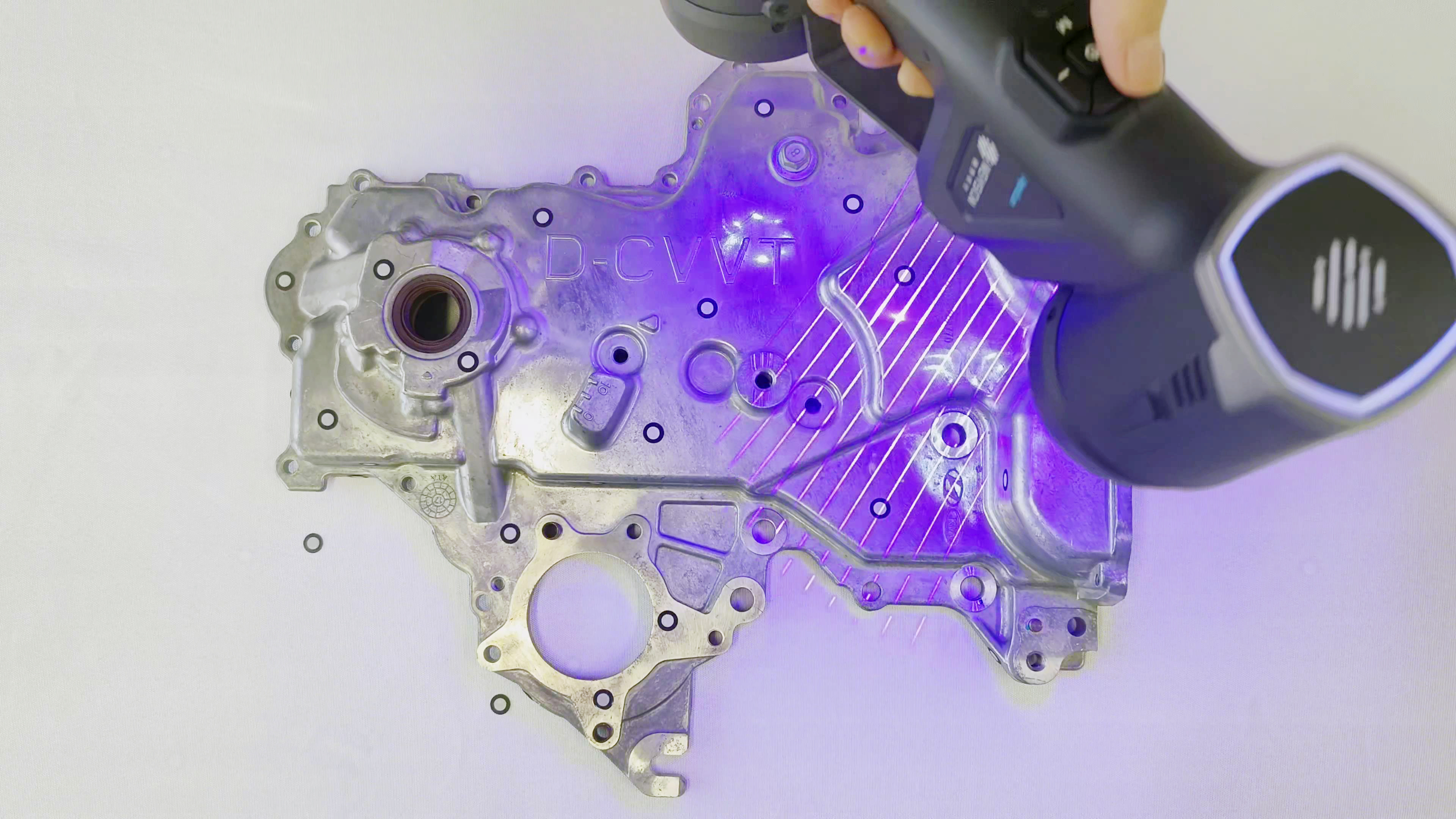
在模具车间里,修模师傅面对一个刚试模出来的注塑件,表面光洁如镜,边缘却有细微变形。传统接触式测量难以覆盖复杂曲面,而普通白光扫描仪在高反光区域频频“失明”——这时候,蓝光三维扫描仪的价值才真正显现出来。它不是泛泛意义上的“更高精度扫描设备”,而是专门应对某些工业检测难题的解法。比如铸件毛坯的全尺寸检测,表面粗糙、结构复杂,甚至带有砂眼或飞边,蓝光因其波长特性与抗干扰能力,能在一次完整捕获中稳定还原几何特征,避免多次拼接带来的累积误差。
类似场景还包括冲压覆盖件的回弹分析、航空叶片的型面比对、以及大型焊接夹具的形变验证。这些任务的共同点在于:工件本身不具备理想测量条件——可能反光、可能暗哑、可能曲率突变,但又要求完整的三维数据用于与原始CAD模型进行偏差分析(GD&T)。蓝光三维扫描仪在此类任务中并非“锦上添花”,而是让原本无法高效完成的检测流程变得可行。尤其当项目周期紧张、返工成本高昂时,能否一次性获取可靠数据,直接决定了后续决策的效率和准确性。
典型适用场景对比
| 应用场景 | 工件特性 | 蓝光扫描优势 |
|---|---|---|
| 铸件毛坯全尺寸检测 | 表面粗糙、结构复杂、带砂眼或飞边 | 一次完整捕获,避免多次拼接累积误差 |
| 冲压覆盖件回弹分析 | 大面积连续曲面、回弹效应显著 | 提供全表面偏差云图,指导模具调整 |
| 航空叶片型面比对 | 高精度曲面、材料可能反光 | 稳定还原几何特征,支持GD&T分析 |
| 大型焊接夹具形变验证 | 结构庞大、可能存在局部变形 | 非接触全场扫描,快速获取整体形变数据 |
值得注意的是,这种价值锚定并非来自“技术先进性”的抽象标签,而是源于具体任务链中的卡点突破。例如,在汽车零部件供应商的日常质检中,若某款支架因装配干涉被客户退回,使用蓝光扫描快速生成全尺寸报告并与设计模型叠加,往往能在几小时内定位问题根源——是铸造收缩不均,还是机加工基准偏移。这种从“模糊归因”到“精准溯源”的转变,才是蓝光三维扫描仪在实际业务中不可替代的核心所在。启源视觉在处理高反光凹陷模具的实际案例中,就通过其AlphaScan系列设备的多模式激光配置(包括用于深孔的单线蓝光与精细扫描的7束蓝光),实现了无需反复补扫即可完整捕获复杂几何特征的能力。
我的条件支持有效使用吗?
即便明确了蓝光三维扫描仪能解决特定问题,仍需回到自身项目条件做适配判断。并非所有“需要三维扫描”的场景都适合引入蓝光方案。首先看工件尺寸:虽然设备覆盖范围较广,但超大结构(如整车身或船体分段)通常需要多视角拼接,对现场布设和标定提出更高要求;而微型精密件(如小于5mm的电子连接器)则可能超出其光学分辨率的经济适用区间。更关键的是表面状态——高反光金属件虽是蓝光的优势领域,但若完全不喷显像剂,部分极端镜面仍可能出现局部数据缺失;而黑色吸光材质或透明件,则无论何种光源都需预处理。
蓝光扫描适用性自检清单
- □ 工件是否在典型尺寸区间(几十毫米至数米)
- □ 表面是否可通过简单处理(如喷涂哑光显像剂)获得稳定反射
- □ 现场是否具备基本遮光条件
- □ 最终数据是否需用于工程级比对(如GD&T分析)
现场环境也是重要前提。蓝光三维扫描仪对环境光有一定容忍度,但在强日光直射或频繁闪烁的车间照明下,信噪比会下降,影响点云质量。理想情况是在可控光照的测量间内操作,或至少能临时遮蔽干扰光源。此外,数据用途决定了后续处理深度:如果仅需外形存档,普通网格即可;但若要进行严格的GD&T分析(如位置度、轮廓度),则必须确保扫描数据具备足够的密度与拓扑连续性,并能与主流CAD平台无缝对接。
不同数据用途对扫描要求对比
| 数据用途 | 所需数据质量 | 是否需CAD平台对接 |
|---|---|---|
| 外形存档 | 普通网格即可 | 否 |
| GD&T分析(如位置度、轮廓度) | 高密度、拓扑连续的点云 | 是 |
因此,一个可自检的适配清单大致包括:工件是否在典型尺寸区间(几十毫米至数米)、表面是否可通过简单处理(如喷涂哑光显像剂)获得稳定反射、现场是否具备基本遮光条件、以及最终数据是否需用于工程级比对。若上述多数条件满足,那么引入蓝光三维扫描仪大概率能形成有效工作闭环;反之,若工件常年处于户外强光下且无法移动,或仅需粗略体积估算,则可能属于“能力过剩”。启源视觉的AlphaScan系列在设计上强调环境适应性,其双层LED结构与交叉蓝光激光线组合(22/34束用于大范围扫描)可在非理想光照条件下维持较高数据稳定性,这为部分现场条件受限的用户提供了额外容错空间。

值不值得为它投入?有没有更优路径?
确认适配性后,下一步是理性评估投入产出比。并非所有高精度需求都天然指向蓝光方案。例如,在小型精密齿轮的齿形检测中,虽然精度要求极高,但因其结构规则、尺寸微小,高分辨率接触式测头或专用光学量仪可能更高效、成本更低。蓝光的优势在于“非接触+全场+复杂几何”的组合,一旦任务偏离这一组合,性价比就会下降。
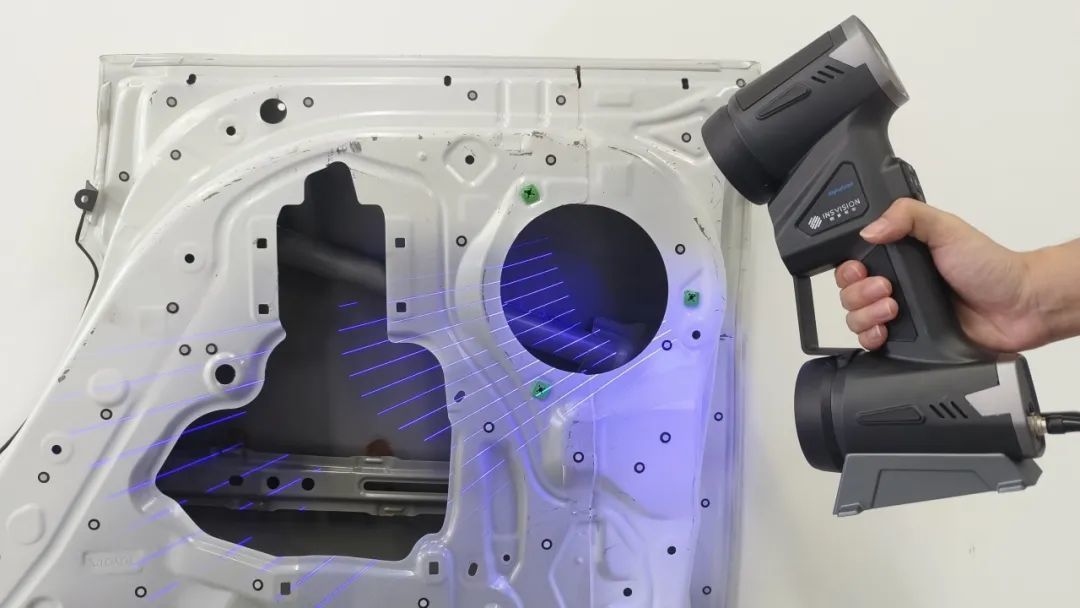
反观汽车覆盖件这类典型应用,单件面积大、曲面连续、回弹效应显著,且需全表面偏差云图指导模具调整。此时,白光扫描在强反光区域易失效,激光线扫则效率低下且易漏细节,而蓝光能在合理时间内提供完整、稳定的点云,显著缩短试模迭代周期。这种场景下,即使设备初期投入较高,但因减少了一次试模失败(动辄数万元成本),整体ROI反而更优。
蓝光扫描投入决策流程
- 确认任务是否符合“非接触+全场+复杂几何”组合
- 评估当前方案是否存在“补扫”“重做”等隐性损耗
- 核算全流程时间成本、返工频率及数据可靠性对下游影响
- 比较设备初期投入与潜在试模失败成本节约
另一个常被忽视的维度是人力与流程协同成本。若团队已熟练使用某种扫描技术,强行切换至蓝光可能带来学习曲线与流程重构成本。但若当前方案长期存在“补扫”“重做”等隐性损耗,那么引入更鲁棒的蓝光系统反而能释放人力,将工程师从重复调试中解放出来,聚焦于真正的工程分析。因此,判断是否值得投入,不能只看设备报价,而应核算全流程的时间成本、返工频率与数据可靠性对下游环节的影响。启源视觉在其产品体系中同步开发了3D INSVISION配套软件,支持与主流CAD平台直接比对,减少了格式转换环节,有助于降低后期分析门槛。
选国产还是进口?关键看哪些非参数因素?
过去几年,国产蓝光三维扫描仪在硬件性能上已逐步接近国际主流水平,但在实际选型中,用户更应关注那些不体现在规格书上的落地因素。首先是软件生态:扫描只是起点,后续的点云处理、特征提取、与CAD模型比对等环节,依赖配套软件的易用性与稳定性。部分国产设备已深度集成国产CAD/CAM平台接口,在本地企业的工作流中兼容性更好,减少了格式转换或二次开发的麻烦。
其次是服务响应速度。工业现场的问题往往具有时效性——今天模具等着修,明天客户要报告。进口设备虽技术成熟,但遇到软件故障或标定异常时,远程支持有时差,现场工程师又未必具备底层调试能力。而本土厂商通常能提供24–48小时内的上门支持,甚至驻厂培训,这对保障产线连续运转至关重要。启源视觉作为具备自研能力的国内厂商之一,其2024年推出的纯自研手持式激光三维扫描仪,已在多个工业自动化场景中部署,配合本地化服务网络,缩短了问题响应周期。
此外,耗材与维护成本也需纳入考量。显像剂、标定板、镜头清洁组件等虽单价不高,但长期使用累积可观。国产设备在这些辅件的本地化供应上更具优势,且部分厂商提供按需定制的校准服务包,更贴合中小企业预算节奏。当然,这并非否定进口设备的价值,而是强调:在核心性能差距缩小的当下,决策应更多基于“谁能让这套系统在我这儿跑得更稳、更久、更省心”,而非单纯迷信品牌标签。
最终,无论是国产还是进口,蓝光三维扫描仪的价值兑现,始终取决于它是否被嵌入到一个清晰的问题解决链条中——从工件特性匹配、环境条件准备,到数据用途定义与团队能力支撑。当这些要素对齐时,技术本身才能从“昂贵的仪器”转化为“可靠的生产力工具”。





