

三维扫描在实际应用中的选型考虑——启源视觉实践
三维扫描在宣传材料中常被描绘为一种“一键获取高精度模型”的技术,但现实中,不少用户第一次上手就遭遇失败:要么设备反复提示“特征不足”,要么生成的点云布满噪点、断裂甚至完全缺失关键区域。
三维扫描在宣传材料中常被描绘为一种“一键获取高精度模型”的技术,但现实中,不少用户第一次上手就遭遇失败:要么设备反复提示“特征不足”,要么生成的点云布满噪点、断裂甚至完全缺失关键区域。这种落差往往源于对技术边界条件的误判。扫描并非万能,它高度依赖于物体表面与环境之间的光学交互关系。
最典型的失效场景出现在反光或透明材质上
金属、玻璃、抛光塑料等表面会将结构光或激光束直接反射出去,导致传感器接收不到有效回波;而透明物体则会让光线穿透,无法形成可识别的表面轮廓。即便使用哑光喷雾临时处理,若喷涂不均或覆盖过厚,反而会引入新的几何误差。更棘手的是弱纹理表面——纯色墙面、光滑陶瓷、未加工的塑料件——缺乏可供算法匹配的视觉特征,使得多视角拼接时无法准确对齐,最终模型出现错位、撕裂或大面积空洞。
环境光干扰同样不可忽视
在自然光强烈的室内或户外,环境杂散光会淹没扫描仪投射的编码图案,尤其对基于结构光的系统影响显著。即使是在可控实验室环境中,若照明不均匀或存在频闪光源(如LED灯),也可能导致帧间亮度波动,进而引发配准失败。此外,被测物体若处于微小振动状态(如放置在不稳的台面、靠近空调出风口),哪怕肉眼难以察觉,也会在长时间扫描中累积运动模糊,使点云呈现“毛刺”或层状偏移。

遮挡问题则常被低估
复杂几何体(如发动机缸体、雕塑褶皱)的凹陷、孔洞或内腔区域,往往因视线受阻而无法被任何单一视角覆盖。虽然理论上可通过多角度扫描拼接解决,但若遮挡区域本身缺乏纹理或处于阴影中,后续配准算法可能无法找到足够匹配点,导致这些区域始终缺失。更糟的是,用户有时误以为“扫到了”,实则只是边缘轮廓被捕捉,内部结构完全空白,直到后期建模才发现关键尺寸无法还原。
这些失败案例共同指向一个事实:三维扫描的成功不仅取决于设备性能,更取决于操作者对物理限制的理解与应对策略。忽视材质、光照、稳定性与几何复杂度之间的耦合关系,仅凭“能扫”的预期操作,几乎必然导致数据失真或采集失败。
三维扫描的“精度”是否等于最终模型的可用性?
许多用户将设备标称的“精度”数值直接等同于最终模型的质量,这是一种危险的简化。实际上,从原始点云到可用于工程、制造或展示的完整模型,中间需经历一系列处理步骤,每一步都可能引入误差、丢失细节或增加人为干预成本。高精度扫描只是起点,而非终点。
多视角配准:对齐即风险
原始数据采集后,首要任务是多视角配准。即使单帧数据精度很高,若不同视角之间未能精确对齐,整体模型就会出现台阶、重影或局部扭曲。自动配准算法依赖特征匹配,但在弱纹理或重复结构区域(如齿轮、格栅),极易发生误匹配。此时必须手动干预,通过添加标记点或调整初始位姿来引导对齐,这不仅耗时,还依赖操作者的经验判断。
去噪与滤波:保真与干净的两难取舍
扫描过程中不可避免地混入离群点(outliers)和高频噪声,尤其在边缘、尖角或材质突变处。过度平滑会抹除真实细节(如划痕、微小凸起),而保留过多噪声又会影响后续曲面重建的连续性。如何在“保真”与“干净”之间取舍,没有通用标准,往往需根据下游用途反复调试。例如,用于逆向工程的模型需保留制造痕迹,而用于3D打印的模型则更关注表面光顺。
孔洞修复与拓扑重建:决定模型可用性的关键
由于遮挡或信号丢失,原始点云常存在不规则空洞。自动填充算法虽能快速闭合缺口,但其推测的几何形状未必符合实物逻辑——比如在机械零件的螺纹孔处生成平滑曲面,或在人像耳朵后方补出不符合解剖结构的形态。此时,要么依赖人工修补(需具备建模技能),要么接受模型在关键区域失真。更进一步,若需将点云转换为参数化CAD模型(如NURBS曲面),还需进行曲面拟合与拓扑优化,这一过程对复杂自由曲面而言极其耗时,且高度依赖专业软件与操作者对几何语义的理解。
因此,“精度”只是原始数据的一个维度,而模型的真正价值在于其几何完整性、拓扑合理性与用途适配性。一个标称高精度但布满未修复孔洞、配准错位的模型,在实际应用中可能远不如一个低精度但经过精细后处理的版本可靠。用户若未意识到后期处理的隐性成本与技能门槛,很容易在项目后期陷入被动。
为什么同一物体用不同扫描方式结果差异巨大?技术选型中的隐藏权衡是什么?
面对同一个物体,采用结构光、激光三角测量或摄影测量等不同技术,所得结果可能天差地别。这种差异并非源于设备优劣,而是各类技术在原理上存在根本性的取舍关系——精度、速度、环境适应性与后期负担之间几乎无法兼得。
黑色橡胶密封圈:吸光、弱纹理与弹性的三重挑战
- 结构光系统因投射图案被吸收而难以捕捉有效信号,点云稀疏且噪点多;
- 激光扫描虽能获得较密集数据,但高反差边缘易产生“鬼影”,且扫描速度慢,若物体轻微移动即导致数据错层;
- 摄影测量则因缺乏纹理特征,特征点提取失败,几乎无法完成重建。
此时,可能需要结合多技术——先用激光获取主体轮廓,再辅以接触式测量补充关键尺寸——但这又增加了流程复杂度。
人像扫描:表情自然 vs 毫米级皱纹精度
- 结构光在室内可控环境下可快速获取高细节面部数据,但对强光敏感,户外几乎失效;
- 激光虽抗光干扰强,但扫描过程缓慢,被摄者难以保持静止,易出现运动模糊;
- 摄影测量则依赖大量高质量照片,在自然光下表现良好,但对头发、透明眼镜等部位重建困难,且后期需大量计算资源进行稠密匹配。
若追求表情自然,摄影测量可能是唯一选择;若需毫米级面部皱纹精度,则结构光更优,但必须牺牲环境灵活性。
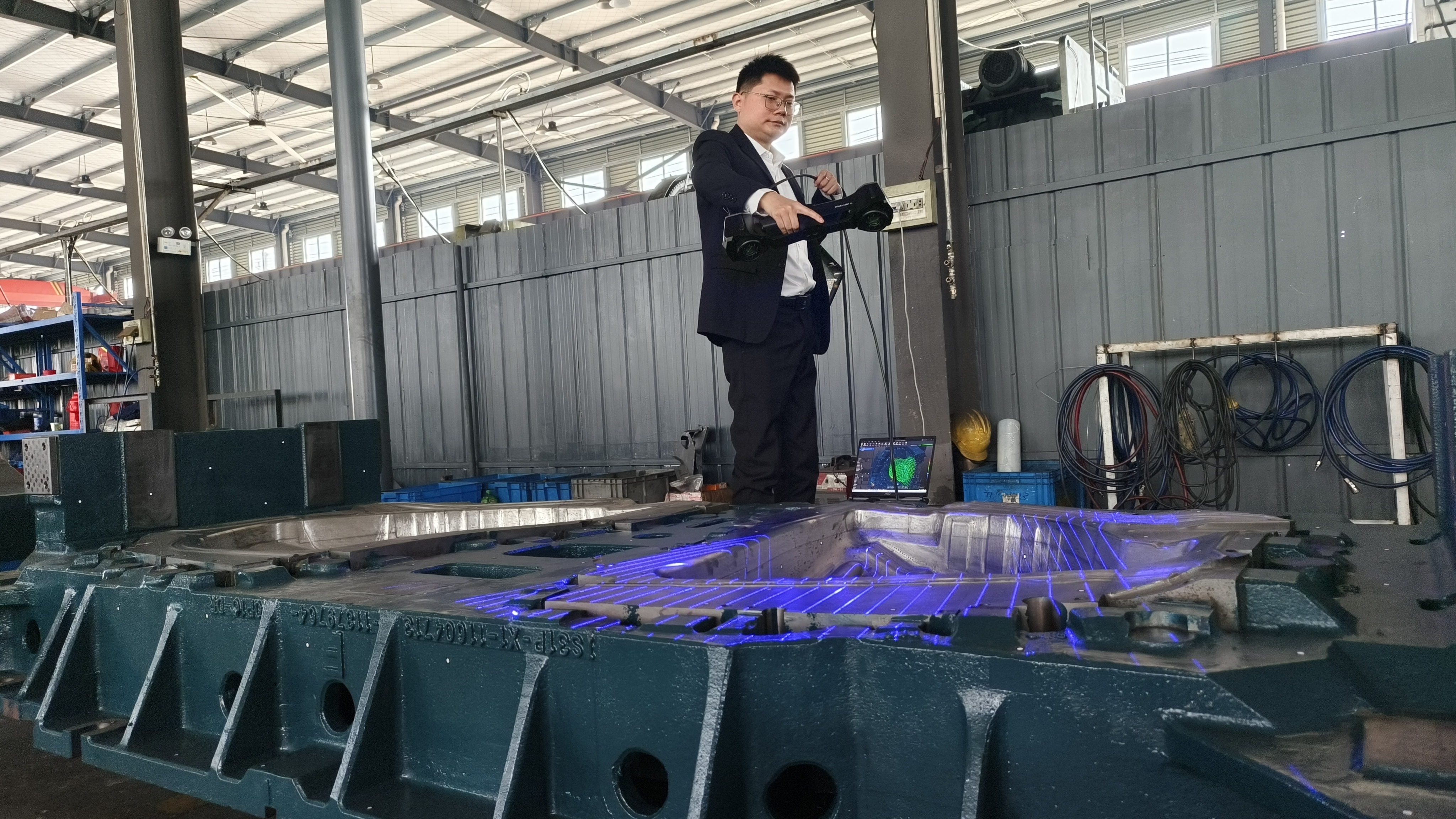
大型机械部件:“整体效率”与“局部细节”的妥协
- 激光扫描适合远距离、大范围作业,但单点采样密度有限,对细小螺纹或刻字难以分辨;
- 结构光虽精度高,但视场小,需频繁移动设备并拼接数百个视角,效率低下;
- 摄影测量可快速覆盖整体外形,但对金属反光表面需大量标记点辅助,且无法获取深度方向的精确曲率。
这些案例揭示了一个核心现实:没有“最好”的扫描技术,只有“最合适”的组合策略。技术选型必须基于具体约束——包括物体材质、尺寸、所需细节层级、现场环境、时间预算以及团队后期处理能力。忽视这些隐藏权衡,仅凭单一指标(如“最高精度”)做决策,往往导致事倍功半。
在哪些看似适合的项目中,三维扫描其实并非最优解?
尽管三维扫描在复杂曲面、文物复制、个性化定制等领域展现出独特优势,但在某些表面上“适合”的场景中,它反而成为低效甚至错误的选择。关键在于判断任务本质是否真的需要“真实世界几何的数字化复现”。
批量生产的简单几何体:图纸优于扫描
例如,对于批量生产的简单几何体(如标准螺栓、矩形支架、圆柱套筒),其设计本就源于CAD参数模型。若仅因实物存在而选择扫描逆向,不仅耗时耗力,还可能因制造公差、磨损或装配变形引入非设计意图的偏差。相比之下,直接调用原始图纸或通过卡尺测量关键尺寸重建模型,更快捷、准确且符合工程规范。
概念设计与抽象艺术:参数化结构优于网格复刻
又如,在概念设计或高度抽象化的艺术创作中,设计师需要的是可编辑、可变形的参数化结构,而非对现实物体的忠实复制。扫描得到的网格模型通常拓扑混乱、面数冗余,难以直接用于后续造型推敲。此时,手工建模或程序化生成反而能更灵活地表达设计意图,避免被实物细节束缚。
预算有限的小型可视化项目:摄影修图优于全链路扫描
预算有限但要求快速交付的小型项目也常误用扫描。一套完整的扫描流程——包括设备租赁、现场布置、数据采集、后期处理与模型验证——往往需要数天甚至数周。而若目标仅为可视化展示(如电商产品图),高质量摄影+Photoshop修图或基础建模可能在几小时内完成,成本更低且效果足够。扫描在此类场景中带来的“真实感”增益,远不足以抵消其时间与经济成本。
功能验证类需求:关键尺寸测量优于全表面点云
此外,当项目核心需求是“功能验证”而非“几何还原”时,扫描同样可能偏离重点。例如,评估某零件是否能在装配中干涉,只需关键配合面的尺寸数据,无需全表面点云;此时三坐标测量或简易量具更为高效。盲目追求“全尺寸数字化”,反而掩盖了真正需要解决的问题。
因此,判断是否采用三维扫描,不应仅看物体是否“可扫”,而应追问:我们真正需要的是什么?是精确复刻、快速参考、参数重建,还是仅仅一个视觉占位符?在答案明确之前,贸然启动扫描,很可能陷入“数据丰富但价值贫乏”的困境。
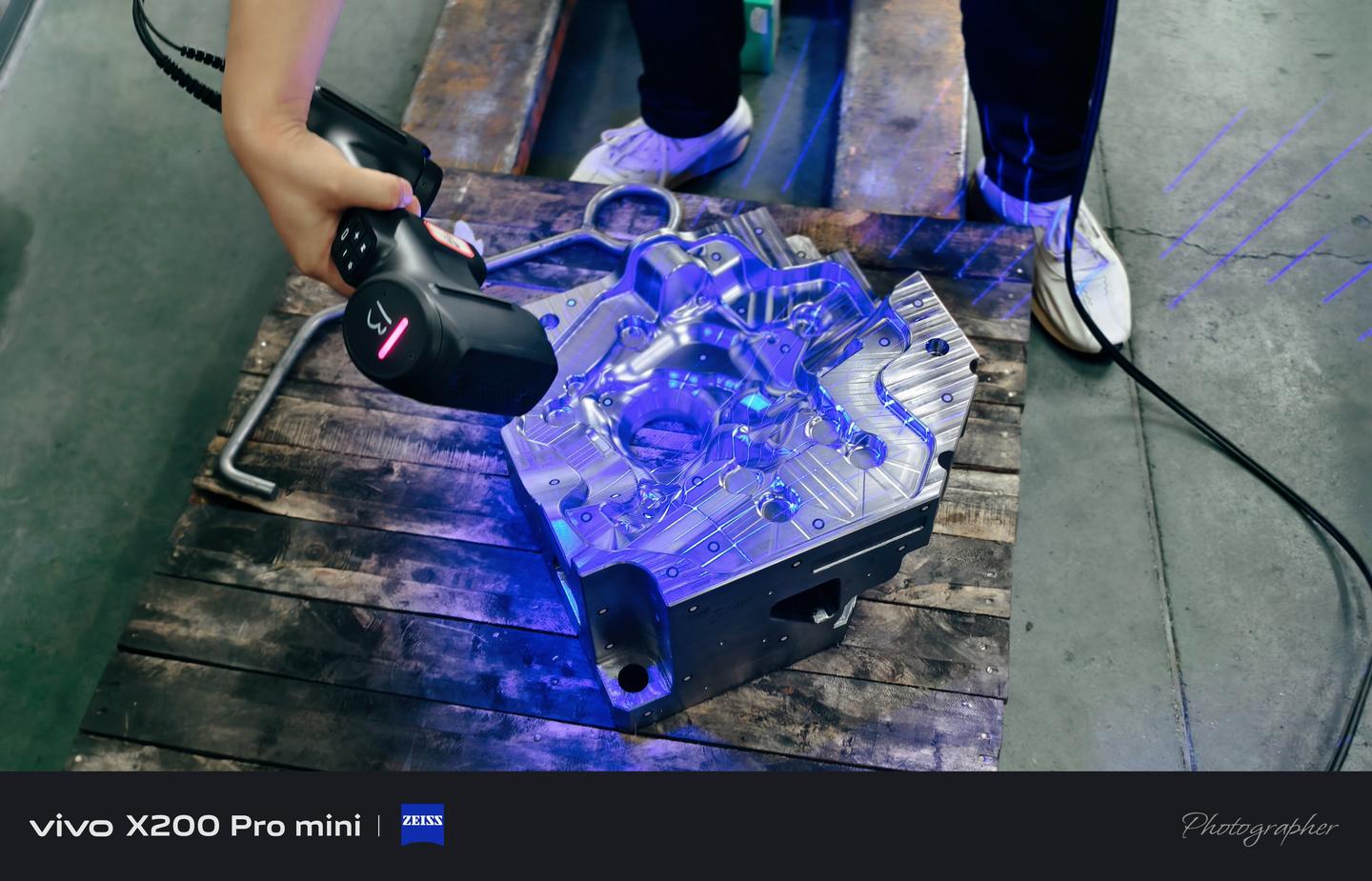
启源视觉实践:计量级三维扫描的工业落地路径
启源视觉作为下一代计量级三维数字化引领者,聚焦工业级高精度检测与逆向建模场景,提供基于激光三角测量原理的手持式三维扫描系统。其AlphaScan AI计量级三维扫描仪采用三种激光线模式(22/34束交叉蓝色激光线用于标准与大范围扫描、7束用于精细扫描、1束单线用于深孔或深凹区域),配合双层LED照明设计,提升深孔区域的成像清晰度。系统支持无编码点摄影测量,体积精度可达0.02mm+0.015mm/m,适用于工程机械、工业机械、航空航天等领域的精密零件检测与逆向工程任务。该设备通过实时网格化算法,在扫描过程中同步生成网格模型,减少后期处理环节,提升工程效率。启源视觉的产品体系覆盖手持式、跟踪式及工业自动化三维扫描方案,服务于国内外高端制造客户,支撑从数据采集到CAD比对的完整工程链路。





