

当设备从实验室走向产线,哪些因素真正决定了三维检测扫描仪能否稳定输出可信数据?
三维检测扫描仪在标定环境下宣称的计量级精度(如0.02mm+0.015mm/m),在实际部署中常因环境变量而打折。
三维检测扫描仪在工业现场的真实使用反馈
环境干扰:精度之外的“隐形门槛”
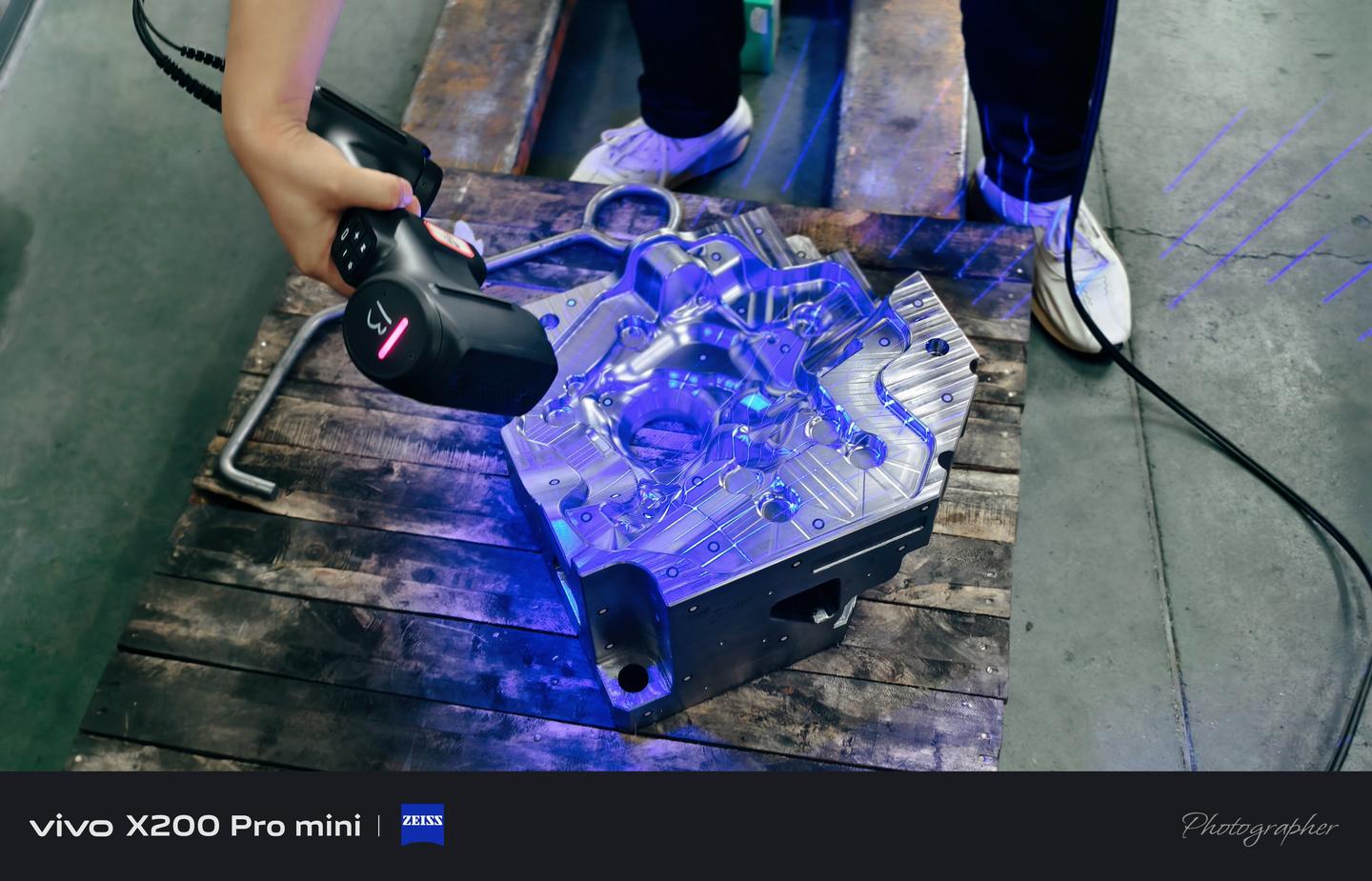
三维检测扫描仪在标定环境下宣称的计量级精度(如0.02mm+0.015mm/m),在实际部署中常因环境变量而打折。光照是最常见的干扰源——即便是结构光或激光类主动光源设备,强日光、频闪照明或操作人员走动产生的阴影,仍可能导致投影图案失真,造成点云断裂。部分用户尝试在开放式车间直接使用,结果发现上午与下午的数据一致性差异显著,最终不得不加装遮光帘或专用补光系统,牺牲了“便携”优势。
振动则更具隐蔽性。产线旁叉车经过、空压机启停带来的微幅震动,虽不足以肉眼察觉,却足以破坏连续帧间的位姿匹配,导致拼接错层。有用户在发动机缸体检测中发现模型局部扭曲,排查后确认是地面共振所致。即便设备算法具备基础运动补偿能力,也无法完全替代物理隔离措施。在高振动场景下,固定式安装配合防震平台往往比手持式更可靠。
温湿度与粉尘的影响则体现为长期性能漂移。光学镜头在高湿环境中易起雾,激光器在高温下波长偏移,这些缓慢退化现象不会立即报错,但会逐步降低数据重复性。某航空零部件厂曾记录到夏季连续运行一周后,同一标准件的三次扫描结果偏差超出公差带,返厂校准后才恢复。这提示用户:定期校准不是可选项,而是维持计量可信度的必要动作。
材质挑战:从理想样本到复杂工况
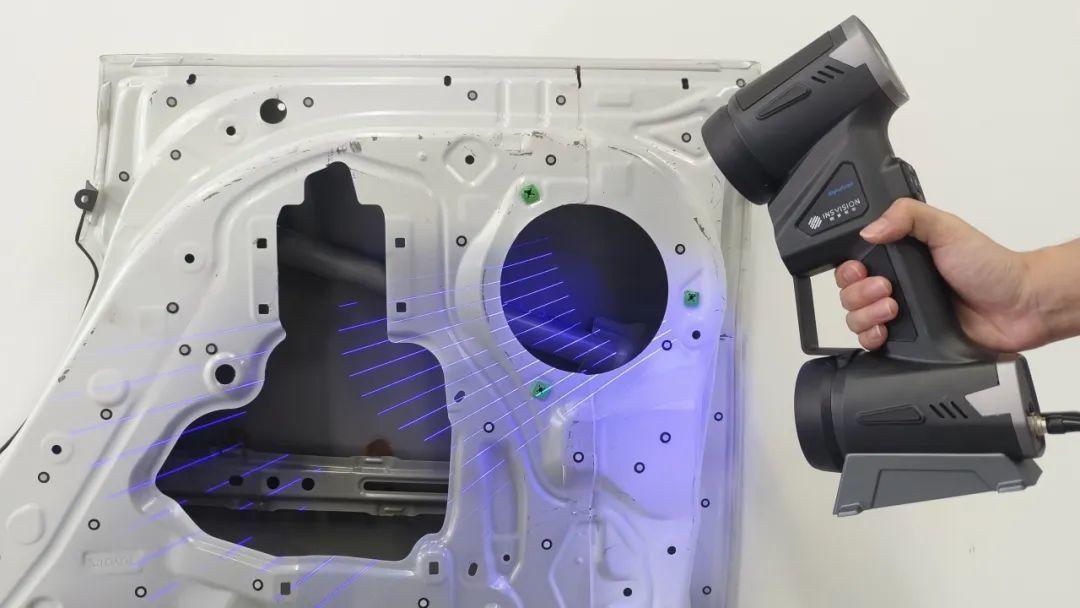
高反光金属、深色吸光塑料、透明或半透明材料,对不同技术路线构成差异化挑战。激光三角法在镜面表面易产生虚假点或完全丢失数据;结构光在纯黑物体上因反射率过低而信噪比骤降;摄影测量则依赖纹理特征,在光滑曲面上难以匹配。面对复合材质(如带涂层的铸件、碳纤维增强塑料),单一技术路径往往力不从心。
部分设备通过多光源融合(如交叉激光线+辅助LED)提升适应性,但参数调优仍高度依赖操作经验。新手常因未调整增益或曝光时间,导致同一工件不同区域数据质量参差不齐。更关键的是,这种调优过程难以标准化,使得批量检测中批次间一致性难以保障。有用户反馈,在扫描一批喷漆变速箱壳体时,前10件数据完整,后5件因环境光渐变导致深色区域缺失,不得不中断流程重新校准光源。
软件体验:决定日常可用性的“软实力”
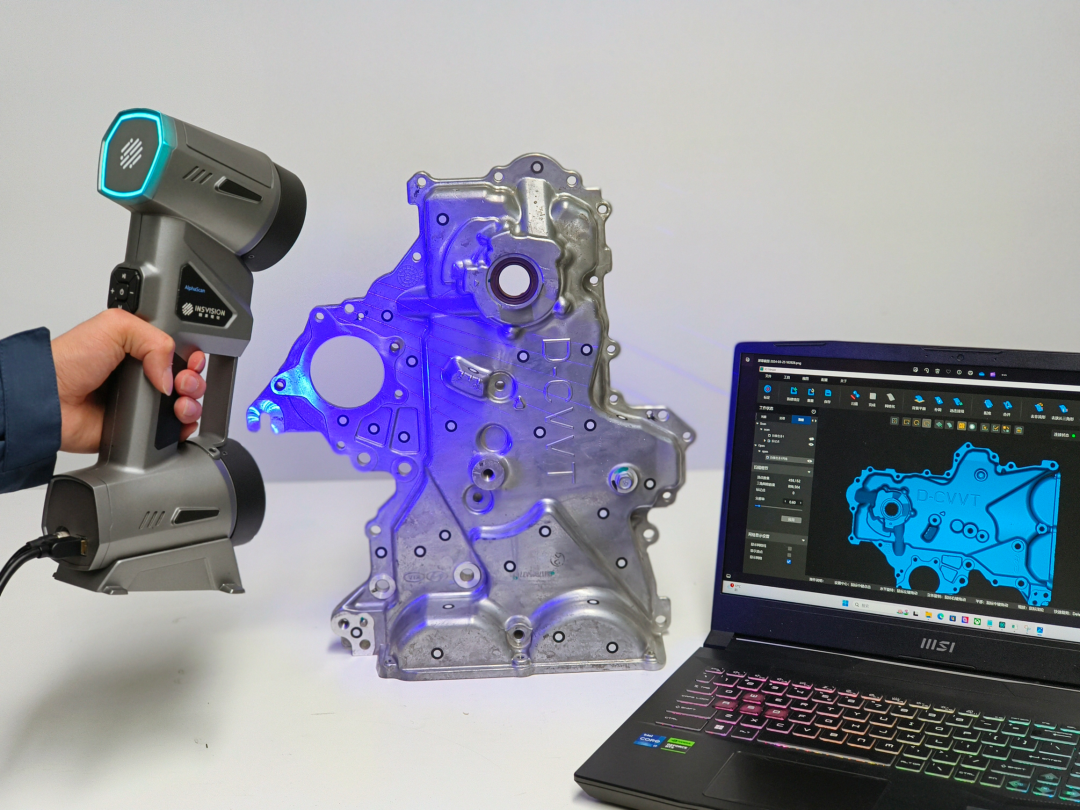
硬件采集只是起点,软件处理才是日常使用的核心。自动拼接在纹理丰富物体上表现良好,但在几何对称、特征稀疏的工业零件(如轴类、法兰盘)上极易错配。某汽车厂曾因拼接算法将两个相同孔位误认为同一位置,生成了旋转错位的模型,直到与CAD比对才发现异常,浪费近两小时返工。
噪点处理同样考验工程化细节。全局平滑虽能抑制噪声,但会模糊关键几何特征(如倒角、刻线);局部滤波又需手动圈选区域,效率低下。理想方案应支持按区域设置策略,但多数国产软件尚未实现该功能。此外,缺乏实时质量反馈机制(如拼接误差热力图、点云密度提示)也增加了操作盲目性。
数据链路:打破“信息孤岛”
扫描数据若无法融入现有工作流,价值将大打折扣。尽管多数设备支持导出STL、OBJ等通用格式,但中间处理环节常被锁定在自有软件中。若需与主流CAD(如NX、SolidWorks)或专业质检平台(如PolyWorks、GOM Inspect)深度集成,往往缺乏标准化API或脚本接口。
某轨道交通企业曾尝试将扫描数据自动推送至其PLM系统,但因软件不支持批量触发,只能由专人手动导出再上传,不仅拖慢流程,还增加人为错误风险。真正的“无缝对接”应支持一键生成检测报告、自动比对GD&T公差,并将结果写入MES数据库——这需要厂商深入理解行业工作流,而非仅提供通用工具。
隐性成本:培训、维护与服务响应
采购价仅占全生命周期成本的一小部分。培训成本常被严重低估——“一键扫描”宣传掩盖了参数调优、异常诊断、数据验证等环节的学习曲线。缺乏标准化作业指导书(SOP)的企业,往往依赖个别熟练操作员,形成知识瓶颈。一旦该人员离职,整个检测流程可能陷入停滞。
售后服务响应存在地域差异。校准、维修、备件更换的时效性直接影响产线停机时间。有用户在西北某工厂部署设备后,因镜头轻微偏移需返厂校准,但当地无服务网点,邮寄往返耗时十天,期间所有首件检测任务全部积压。供应链安全同样值得关注——核心算法与关键光学器件是否真正自研,决定了设备在极端场景下的优化空间与长期可控性。
行业适配:从标签到节拍匹配
“适用于汽车/航空/模具”等标签化宣传已无实际区分度。真正的适配体现在对行业约束的理解:在产线检测中,节拍匹配是核心——能否在3–5分钟内完成单件扫描、自动比对CAD并生成合规报告?是否支持与PLC或机械臂通信?在逆向工程中,细节保留能力更重要——细微划痕、铸造毛刺、曲面过渡是否完整捕获,直接决定后续建模效率。
三维检测扫描仪的价值,不在于实验室里的极限指标,而在于它能否在真实工程环境中持续、稳定、低摩擦地输出可信数据。用户决策时,应超越参数对比,深入考察其在具体场景下的全流程表现、长期支持能力与生态兼容性。只有当设备真正嵌入工作流,而非成为额外负担,才算完成了从“能用”到“好用”的跨越。





