

高反光模具检测卡壳 三维蓝光扫描仪如何破局
针对高反光模具检测难题,启源视觉三维蓝光扫描仪采用蓝光技术实现非接触式测量,无需喷涂显影剂即可完成镀铬件、镜面金属件的高精度扫描。了解手持式与大型扫描仪如何提升产线检测效率。
高反光模具检测的”隐形杀手”
产线上那些镀铬模具、镜面金属件,表面反光强到传统光学设备直接”罢工”——数据断层、噪点满天飞是常态。一线质检员为了扫出完整型面,不得不一遍遍喷涂显影剂。喷薄了不管用,喷厚了直接带进测量误差;等晾干、补喷、再校准,一个工位能折腾半小时,产线节拍全乱套。
这并非设备精度不够,而是表面预处理环节拖了后腿。启源视觉的三维蓝光扫描仪用非接触式测量方案,直接砍掉喷粉步骤,把来料检测和首件检验的效率拉回正常轨道。
传统喷粉 vs 蓝光免喷粉检测对比
| 传统喷粉检测 | 蓝光免喷粉检测 |
|---|---|
| 需喷涂显影剂,耗时且引入误差 | 无需喷粉,直接扫描 |
| 单次检测需两人配合,耗时约20分钟 | 单人操作,5分钟出数据 |
| 依赖人工经验调整喷涂厚度 | 自动锁定型面细节,输出完整点云 |
蓝光技术如何啃下”硬骨头”
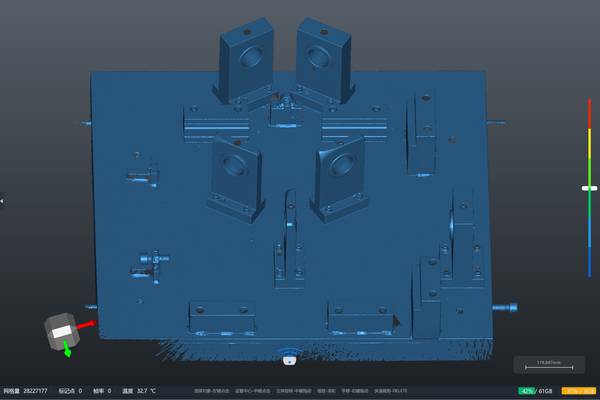
短波长蓝光的物理特性,决定了它对环境杂光的屏蔽能力。启源视觉在这基础上做了结构优化:50束交叉蓝色激光线阵列,即便面对复杂反光曲面,也能在不喷粉状态下锁定型面细节,输出完整点云。
对产线质检而言,这意味着预处理环节从”必选项”变成”可跳过”。某家电模具厂的实测反馈是:原先需要两人配合、耗时20分钟的镀铬件扫描,现在单人5分钟出数据,型面偏差直接可视化。

手持扫描适用场景清单
- □ 不可移动的大件现场检测
- □ 产线旁的抽检任务
- □ 狭窄工位的补测作业
手持方案怎么做到”小而准”
不可移动的大件、产线旁的抽检、狭窄工位的补测——这些场景以前只能搬工件去测量室,来回倒腾大半天。启源视觉AlphaScan手持式三维蓝光扫描仪把场景拉回现场:1070g自重,单手久持不坠手,狭窄角落也能伸进去采数据。
便携设备的精度焦虑在这台设备上被消解。计量级精度0.020mm,满足多数中小型零件的公差带分析需求;-10℃~40℃的宽温域设计,扛得住车间冬冷夏热的折腾,不挑环境、不挑工况,嵌入产线做在线检测没有门槛。
AlphaScan核心精度参数

大件检测的效率瓶颈怎么破
汽车侧围、航空结构件这类大尺寸覆盖件,传统方案为了凑齐完整数据,贴标记点、换站位、重复校准能占去大半工时。求快丢精度,保精度拖周期,两头难兼顾。
启源视觉AlphaVista三维蓝光扫描仪把单幅扫描面幅拉到2200×2200mm,配合710万次/秒的测量速率,扫大件不用频繁挪机位。实时校准功能让现场调试时间压缩到最低,航空级结构件的型面检测也能在精度不降级的前提下大幅缩周期。
三维蓝光扫描仪关键性能参数表
| 设备型号 | 关键参数 | 数值/特性 |
|---|---|---|
| AlphaScan | 重量 | 1070g |
| AlphaScan | 精度 | 0.020mm |
| AlphaScan | 工作温度范围 | -10℃~40℃ |
| AlphaVista | 单幅扫描面幅 | 2200×2200mm |
| AlphaVista | 测量速率 | 710万次/秒 |
从扫描到报告的闭环
某汽车零部件厂的来料检验区,以前复杂冲压件靠卡尺+检具忙半天,数据手工录入错漏率高。换用该系列三维蓝光扫描仪后,现场扫描直接输出结果,一键生成符合GB/T标准的检测报告——尺寸公差、偏差色谱图、超差区域定位,全部自动标注。
产线调整从”凭老师傅手感”变成”看数据说话”,降本增效落在具体的工时节省和废品率下降上,而非停留在口号层面。
这套闭环验证把检测数据同时喂给逆向工程,工艺迭代有了实打实的依据。产线调整从”凭老师傅手感”变成”看数据说话”,降本增效落在具体的工时节省和废品率下降上,而非停留在口号层面。






