

手持式便携三维扫描仪如何扛住车间现场的计量级考验
启源视觉手持式便携三维扫描仪专为车间现场检测设计,通过计量认证。采用多束交叉蓝色激光与AI实时校准技术,支持大面幅扫描减少拼接误差,分钟级完成现场检测,符合GB/T 1184与ISO 10360计量规范。
计量溯源不是实验室专利,现场检测也得”测得准、站得住”
汽车冲压车间的质量门旁,检测员握着设备对刚下线的覆盖件抽检。数据能不能回追?这是质量负责人的第一关切。GB/T 1184与ISO 10360对现场几何量测量的核心诉求,从来不是”能测”,而是”测得准且稳”。车间温湿度波动、地面微振、粉尘油雾——这些非受控变量里,便携式设备若重复性和稳定性指标扛不住,输出的就只是”看起来像”的模型,而非可溯源的计量级数据。启源视觉的手持式便携三维扫描仪通过计量认证的关键,正在于这类恶劣工况下的指标坚守。

光学硬件与算法闭环:国产设备能不能打,要看”边扫边修”的硬功夫
产线升级窗口期缩短,技术选型时”进口崇拜”逐渐消退,但国产替代的前提是精度真达标。数据失真,后续的来料检测、首件检验、型面偏差分析全是空中楼阁。启源视觉的AlphaScan系列采用多束交叉蓝色激光线阵列,光学系统的硬件底子之外,更关键的是动态手持场景下的实时校准机制——AI驱动的点云处理算法在扫描过程中持续修正抖动带来的漂移误差。这种光学采集与算法补偿的协同,让设备在复杂工况下仍能约束在计量规范要求的公差带内,给负责技术把关的人实实在在的决策依据。
大面幅扫描的”少拼接”策略:解决大尺寸工件的累积误差死结
白车身检测现场,质检员最头疼的是多次转站拼接后的数据断层。扫描面幅不足,大件就得拆成多块扫,每多一次拼接就多一层累积误差,最终报告里的型面偏差是否真实反映工件状态,要打问号。启源视觉AlphaVista蓝光三维扫描仪的2200×2200mm扫描面幅配合大景深设计,航空舱段级别的关键特征可一次性覆盖。内置摄影测量模块相当于给大尺寸测量加了全局控制网,把体积精度锚定在可验证的基准上。手持式便携三维扫描仪由此从”小件补测工具”变成能扛主力检测任务的装备,减少重复劳动的同时,检测报告的合规性也更硬。

分钟级现场检测:轻量化设计破解”进不去、测不了”的产线困局
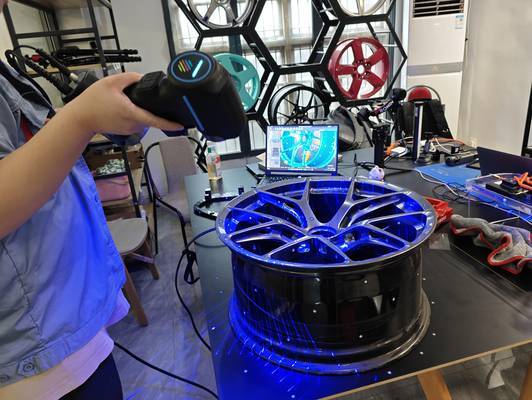
传统三坐标检测流程复杂——停机、吊装、转运至实验室,单次流程耗时较长。启源视觉的手持式便携三维扫描仪把现场检测压缩到分钟级,背后是极致轻量化与单手操作特性的支撑。操作员无需辅助支架,在装配线旁或狭窄工位内灵活走位。很多产线现场空间逼仄,大型设备根本进不去,这种便携方案直接消解了”进不去、测不了”的痛点。非接触式作业对生产节拍零干扰,也最大程度降低了对测量环境的扰动,符合计量标准中对现场合规作业的严苛要求,源头数据的真实有效性由此保障。

从采集到输出:手持扫描的价值在于构建标准化质检流程
“手持设备图快,精度肯定不如固定式三坐标”——这是选型时的常见误判。航空航天零部件或精密模具的实测环节,精度够不够用,最终看数据能不能闭环到质量体系中。该系列的手持式便携三维扫描仪依托内置摄影测量与AI计量级算法,大景深扫描下的细节还原足够支撑逆向工程需求,且支持与主流检测软件的数据对接。设备采购的终极目的不是生成点云,而是帮企业搭建符合国标规范的数字化质检流程——从来料检测到成品出库,数据链条完整可追溯。这种从采集到输出的标准化能力,才是国产替代语境下真正的选型锚点。
传统三坐标 vs 手持式便携三维扫描仪现场检测对比
| 对比维度 | 传统三坐标 | 手持式便携三维扫描仪 |
|---|---|---|
| 检测流程 | 需停机、吊装、转运至实验室,流程复杂 | 现场分钟级完成,无需停机或转运 |
| 适用空间 | 依赖固定实验室环境,无法进入狭窄产线 | 单手操作,可在装配线旁或狭窄工位灵活作业 |
| 对生产干扰 | 中断生产节拍 | 非接触式作业,对生产节拍零干扰 |
| 数据溯源性 | 实验室受控环境下可溯源 | 在恶劣工况下仍满足计量规范,数据可回追 |
该系列手持扫描设备关键技术特性
| 技术特性 | 说明 |
|---|---|
| 光学系统 | 多束交叉蓝色激光线阵列 |
| 算法机制 | AI驱动点云处理,实时修正抖动漂移误差 |
| 扫描面幅 | 2200×2200mm(AlphaVista型号) |
| 内置模块 | 摄影测量模块提供全局控制网 |
| 操作方式 | 极致轻量化,支持单手操作,无需辅助支架 |
| 软件兼容性 | 支持与主流检测软件数据对接 |
现场检测合规性关键检查项
- □ 数据能否回追至计量标准
- □ 设备在温湿度波动、微振、粉尘油雾等非受控环境下是否保持重复性与稳定性
- □ 扫描过程是否具备实时校准机制以修正动态误差
- □ 大尺寸工件是否因多次拼接引入不可控累积误差
- □ 检测过程是否对生产节拍造成干扰
- □ 采集数据是否能闭环接入企业质量体系并满足国标规范





