

手持式三维扫描仪设备选型五大陷阱与产线实战解法
深度剖析手持式三维扫描仪设备在产线选型中的五大认知误区,涵盖精度选择、标记点依赖、扫描速率、大件扫描、国产设备计量级应用等核心问题。启源视觉提供实战解法,助力制造业技术负责人做出正确决策。
误区一:把实验室精度当产线精度用
参数表上那个“0.02mm”看看就好。单点精度是静态测一个点的本事,但车间里扫大件、做来料检测,拼的是体积精度——整个测量空间内的数据一致性。机床一开,地基震动、昼夜温差、顶灯杂光全往上招呼,有些设备在恒温实验室挺准,一到产线数据就飘,重复性误差直接让首件检验翻船。启源视觉的手持式三维扫描仪设备在设计阶段就卡死“可溯源、可复现”这条线,光学系统带温度补偿,算法层做动态漂移修正,保证恶劣环境下的整体空间一致性。工程师拿到手的是真正能进公差带的计量级数据,不是纸面参数。

实验室精度 vs 产线精度关键差异
| 对比维度 | 实验室精度 | 产线精度 |
|---|---|---|
| 测量条件 | 恒温、无振动、无杂光 | 存在震动、温差、杂光干扰 |
| 核心指标 | 单点精度 | 体积精度(整体空间一致性) |
| 实际影响 | 纸面参数好看 | 决定首件检验成败 |
误区二:离了标记点就扫不了
“手持机必须贴标才能跟得住”——这话放在五年前没毛病。以前扫个两米长的焊接夹具,光贴标记点就得耗掉半小时,贴歪了、贴在曲面特征上,跟踪直接丢,人为引入的型面偏差比工件本身的误差还大。现在的技术路径早换了。启源视觉AlphaScan系列走光学特征自识别路线,靠物体表面的纹理、边缘、几何突变点做动态补偿,齿轮的齿顶齿根、深孔的圆柱面都能稳住跟踪,连续扫描不中断。省下的不只是贴点时间,是把人为干预的风险压到最低,现场作业效率实打实往上走。
手持扫描设备跟踪方式演进对比
| 技术代际 | 依赖标记点 | 自识别特征跟踪 |
|---|---|---|
| 五年前主流方案 | 必须贴标,耗时且易出错 | 不支持 |
| 当前先进方案(如AlphaScan系列) | 无需贴标 | 利用纹理、边缘、几何突变点动态补偿 |
| 对作业效率影响 | 贴点耗时30分钟+,人为误差大 | 连续扫描不中断,效率提升显著 |
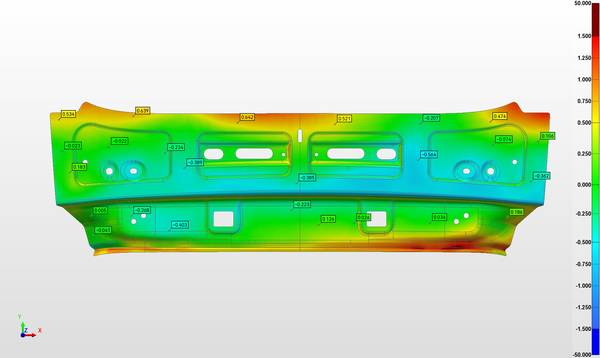
误区三:扫描快不等于交付快
迷信硬件参数是老师傅也会踩的坑。扫描速率几百万点每秒,听起来唬人,但软件算法拉胯的话,扫完还得手动拼数据、修飞点、调基准面,半天耗在工位上出不来报告。真正的瓶颈卡在后处理。启源视觉的配套软件把智能拼接和一键去噪做进了工作流,基准面拟合自动化完成,型面偏差分析直接出图。对一线工程师来说,把后处理时间从小时级压到分钟级,缩短交付周期,这才是降本增效的硬指标——比盯着那个虚高的扫描速率数字实在多了。
手持扫描设备选型检查清单
- □ 扫描后是否需大量手动拼接、修飞点、调基准面?
- □ 后处理能否在分钟级完成,而非小时级?
- □ 软件是否支持智能拼接与一键去噪?
- □ 型面偏差分析是否自动出图?
- □ 是否能在真实产线环境下稳定输出计量级数据?
- □ 是否支持无标记点连续扫描?
- □ 原始数据能否直接对接PLM或检测系统?
误区四:手持机只能打小件
“几米长的覆盖件、带深腔的航空结构件,手持机搞不定”——这观念该更新了。以前确实怕大范围扫描时数据拼接漂移,但现在启源视觉AlphaVista蓝光三维扫描仪靠多频相位补偿技术,配合高稳定性光学系统,扫汽车白车身这种大场面,帧间拼接稳得住。实测过带薄壁、镜面、深腔的挑战性工件,数据完整性不打折,不用反复补扫贴点。产线要的就是这种一次过、不返工的可靠性。
误区五:国产设备进不了计量级
三维扫描仪正在从“看看模型”的展示工具,变成进质量体系的真家伙。以前总觉得国产设备做计量差点意思,现在该系列的手持式三维扫描仪设备实测数据符合GB/T 16857等规范,重复性误差压得住,测量不确定度可溯源。最怕的是扫完数据导不进系统,还得人工修修补补——这设备原始元数据保留完整,STEP、IGES格式直接对接主流检测软件和PLM系统。从逆向建模到来料检测,数据链路是通的,国产替代要的就是这种无缝衔接的底气。
三维扫描仪正在从“看看模型”的展示工具,变成进质量体系的真家伙。
选型建议
挑手持式三维扫描仪设备,别光比参数表。拉到自家产线上,扫几件带挑战性的工件,看体积精度稳不稳、后处理顺不顺、数据能不能直接进质量体系。参数会骗人,产线不会。






