

逆向工程三维扫描仪如何重塑产线质检逻辑
探讨逆向工程三维扫描仪在制造业质检中的应用价值,分析手持设备、微米级计量、AI算法等技术趋势,为国内制造业技术负责人提供选型参考。
市场扩容背后的精度焦虑
全球逆向工程三维扫描仪市场持续增长,中国作为全球最大单一市场,制造业的尺寸公差要求已从毫米级压缩至微米级,传统三坐标测量机(CMM)的离线抽检模式越来越跟不上节拍。工业现场扫描技术的渗透率不断提升,本质上是制造业在降本增效压力下,被迫将三维扫描从实验室的”辅助工具”重新定位为产线的”数据入口”。进口品牌长期存在服务半径有限、备件周期漫长、价格体系僵硬的痛点,这为启源视觉等国产厂商留下了明确的替代窗口。

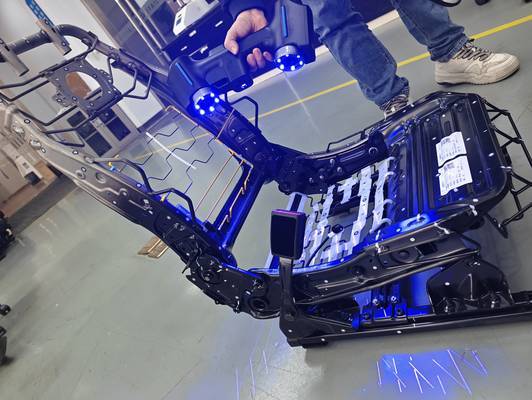
手持设备的产线革命
大型工件的检测曾是一道两难选择题:要么拆搬运至恒温实验室,要么忍受固定式扫描设备的视野盲区。手持式逆向工程三维扫描仪的普及彻底改写了这一规则。产线工程师可直接在机台旁完成来料检测或首件检验,省去物流周转与装夹定位的时间损耗。启源视觉针对复杂曲面的型面偏差分析需求,优化了手持设备的跟踪稳定性与拼接算法,使现场测量数据可直接对接CAD数模进行比对。国产替代的逻辑并非简单的价格优势——当进口设备报修需等待海外工程师飞赴现场时,本土厂商的快速响应机制意味着产线少停一个班次,这种隐性成本核算才是采购决策的真实砝码。

国产手持扫描设备 vs 进口设备关键差异对比
| 对比维度 | 国产设备(如启源视觉) | 进口设备 |
|---|---|---|
| 服务响应 | 本土快速响应,减少产线停机 | 需等待海外工程师到场 |
| 使用环境要求 | 适配现有车间工况 | 常需恒温、防震、专用暗室 |
| 价格体系 | 灵活 | 僵硬 |
| 备件周期 | 短 | 漫长 |
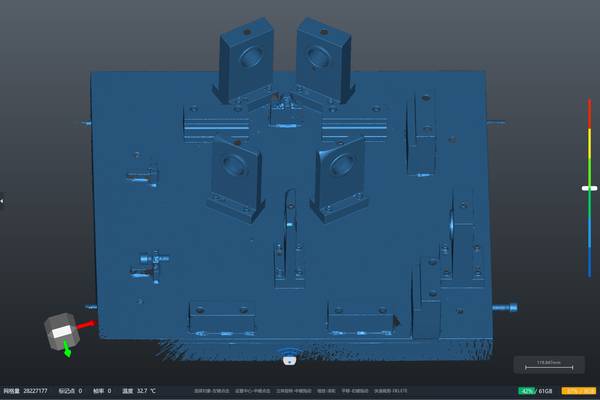
微米级计量的硬门槛
汽车覆盖件模具的公差带已收紧至极小范围,航空结构件的型面精度要求更是达到极高水准。这类任务直接对标GB/T 16857等计量标准,传统手段在效率与可追溯性上均显吃力。逆向工程三维扫描仪的竞争力正体现在能否稳定输出微米级计量能力。启源视觉的蓝光与结构光融合方案,通过多频相移技术抑制高反光表面的相位跳变误差,在铝合金压铸、碳纤维复合材料等难测材质上实现了可重复的数据获取。精度与效率的平衡是另一道关卡——单件扫描时间大幅压缩,才能嵌入批量生产的质检节奏,而非成为产线瓶颈。
微米级扫描关键技术指标摘要
- □ 公差要求:汽车覆盖件模具公差带极小,航空结构件型面精度极高
- □ 计量标准:直接对标GB/T 16857
- □ 技术方案:蓝光与结构光融合,采用多频相移技术
- □ 难测材质:铝合金压铸、碳纤维复合材料
- □ 效率要求:单件扫描时间需大幅压缩以嵌入批量生产节奏
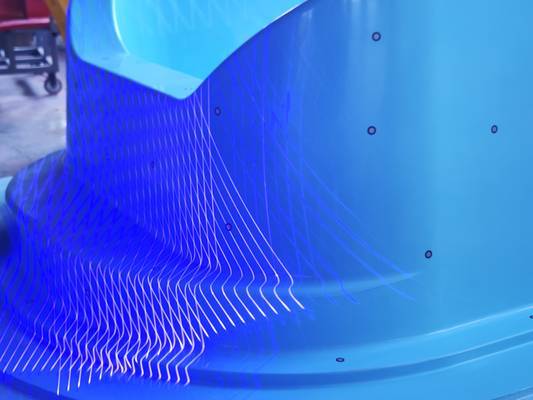
AI与多光谱的实战价值
汽车冲压车间的高反光模具表面曾是扫描噩梦:老式设备生成的点云布满噪点,后期人工清洗动辄耗费数小时。这一痛点正被AI算法与多光谱融合技术消解。深度学习模型对边缘特征与孔位结构的自动识别,大幅降低了点云分割与坐标系对齐的人工干预。多光源配置则扩展了可测材质范围——黑色吸光工件与镜面抛光表面可在同一套参数下完成采集。启源视觉等国产厂商的技术迭代方向已很明确:更高精度、更快速度、更强便携性,最终目标是将逆向工程三维扫描仪从”能用”推向”好用”,支撑制造企业的产线升级落地。
AI+多光谱扫描处理流程
- 采集高反光/吸光工件点云数据
- AI深度学习模型自动识别边缘特征与孔位结构
- 自动完成点云分割与坐标系对齐,减少人工干预
- 多光源配置统一参数下完成不同材质表面采集
场景适配能力决定替代深度
国产设备的市场突破,核心在于对车间真实工况的理解深度。进口品牌的标准化产品往往要求用户改造环境——恒温、防震、专用暗室,而本土厂商更擅长在现有条件下解决问题。该系列的产品矩阵体现了这种思路:AlphaScan手持式三维扫描仪针对移动作业优化,工程师可在机台间隙、装配现场灵活操作;AlphaVista蓝光三维扫描仪则聚焦高精度逆向工程,在模具修复与工装验证中提供稳定的微米级检测输出。这种”懂行”的产品定义,直接回应了制造业对效率与精度的双重渴求,也让国产替代从政策口号转化为采购清单上的实际选项。
该系列产品矩阵功能对照表
| 产品型号 | 核心功能 | 典型应用场景 |
|---|---|---|
| AlphaScan手持式三维扫描仪 | 针对移动作业优化,灵活操作 | 机台间隙、装配现场 |
| AlphaVista蓝光三维扫描仪 | 聚焦高精度逆向工程,提供微米级检测 | 模具修复、工装验证 |





