三维激光扫描仪实现工业级高精度的核心技术解析
本文深入解析三维激光扫描仪在工业高精度测量中的应用技术,从激光三角法原理、蓝光光源抗干扰能力到手持设备的计量级精度,探讨启源视觉如何帮助制造企业实现高效检测与数字化质量管控。
激光三角法:从实验室到车间的二十年验证
一条复杂曲面的涡轮叶片,传统三坐标测量需要半天的排产、装夹和逐点触测;而三维激光扫描仪绕件一周,十几分钟就能输出完整型面数据。这种效率跃迁的核心,在于激光三角测量原理的工程化落地。

原理本身并不复杂:激光器向工件表面投射线状光束,工业相机以固定夹角捕捉光条在曲面起伏中的形变,通过三角几何关系解算每个采样点的空间坐标。这套方法在工业计量领域已历经二十余年的场景打磨——从早期实验室的精度验证,到如今直面车间振动、粉尘和温漂的现场检测,技术路线的可靠性已被充分验证。启源视觉的三维激光扫描仪正是基于这一成熟架构,在确保计量级精度的前提下,将复杂的空间测量转化为直观的点云采集。对于正在推进产线升级的制造企业,选择技术路线经过充分验证的设备,比追逐参数噱头更为务实。
蓝光光源:破解车间环境干扰的关键
现场工程师常遇到这样的困境:计量室里表现稳定的三维激光扫描仪,一旦进入车间面对顶灯直射或高亮金属表面,点云噪点骤增,数据根本没法用于公差判定。症结往往在于光源选择。
普通红光或红外激光在复杂光照下易受”致盲”干扰,面对镜面级反光表面时信号饱和,不得不依赖显影喷粉辅助——这一步增加半小时以上的准备时间,残留粉末还可能污染精密工件。启源视觉采用蓝光技术路线,利用其短波长特性提升抗环境光能力,在国内车间常见的强光工况下仍能直接扫描高反光工件,省去预处理环节。光源选型的本质,是确保测量数据能真正流入质量判定流程,而非停留在”看着可用”的表象。
手持设备的工程化突破:轻便机身如何守住计量底线
“便携必牺牲精度”的刻板印象正在被改写。当前工业级手持三维激光扫描仪通过结构拓扑优化与多传感器融合,已在600g量级的机身内实现计量级精度锁定。这依赖于嵌入式算力对百万级点云的实时处理能力,让设备摆脱对恒温实验室的依赖。

实际带来的改变是检测流程的重构:大型焊接夹具无需拆卸转运,工人持设备进入装配工位即可完成型面采集;狭小腔体内部的传统测具盲区,现在也能通过伸入式扫描覆盖。操作灵活性的提升直接压缩了来料检测与首件检验的节拍,成为产线降本增效的显性抓手。
AlphaScan与AlphaVista核心场景对比
| 维度 | AlphaScan手持式三维激光扫描仪 | AlphaVista蓝光三维扫描仪 |
|---|---|---|
| 定位场景 | 现场快速检测 | 模具型腔、精密铸件等高细节、高反光场景 |
| 机身重量 | 600g量级,支持单手操作 | 未明确提及(聚焦光学性能) |
| 光源类型 | 未明确提及(但属激光三角法体系) | 蓝光光源 |
| 适用表面 | 通用型现场工件 | 黑色金属氧化层、镜面抛光表面 |
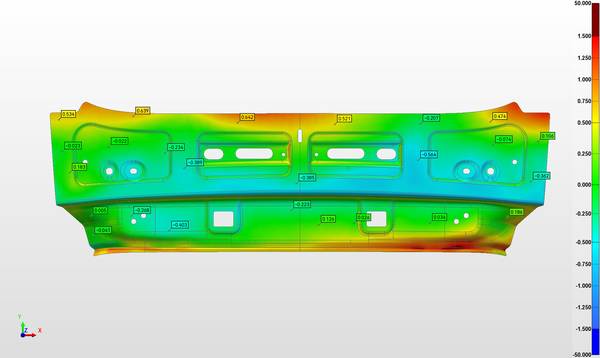
| 核心优势 | 移动灵活,省去吊装转运和专用检测工位等待 | 高分辨率捕捉细微型面偏差和加工纹理 |

三维扫描设备选型关键检查清单
- □ 是否需要“移动灵活”支撑产线节拍?
- □ 是否需要“精度极致”服务模具返修?
- □ 是否避免追求参数表上的“全能”标签?
- □ 光源是否适应车间强光及高反光工件?
- □ 是否省去显影喷粉等预处理环节?
- □ 设备是否能在600g量级机身内实现计量级精度?
三维扫描融入智能制造的数据流转步骤
- 点云数据无损对接现有CAD/CAM系统
- 检测特征直接映射企业定义的公差带规则
- 质量数据通过标准接口喂入MES或QMS系统
- 将检测环节从成本中心转化为数字化决策的数据源
从单点检测到数据闭环:三维扫描的智能制造融入路径
部分工厂引入三维激光扫描仪后陷入”设备沉睡”困境,问题往往不在硬件精度,而在于数据孤岛。手工导出检测报告、人工录入质量台账,这是传统质量管理的思维惯性;智能制造要求检测数据能够自动流转。
这意味着设备选型必须考量软件生态的开放性:点云数据能否无损对接现有CAD/CAM系统?检测特征能否直接映射企业定义的公差带规则?质量数据能否通过标准接口喂入MES或QMS系统?启源视觉的三维激光扫描仪方案在国产工业软件适配方面投入较深,其数据输出格式与主流国产CAD平台、质量管理系统的兼容性经过实际产线验证,帮助企业将检测环节从成本中心转化为数字化决策的数据源。