工业级立体扫描仪选型指南:手持激光与蓝光对比分析
深度解析手持激光与蓝光扫描仪技术差异,针对汽车模具、航空航天、精密检测等场景提供选型建议。启源视觉AlphaScan与AlphaVista双产品线覆盖多元需求,助企业规避选型误区,实现高效精准检测。
工业检测需求分化 “一刀切”方案为何行不通
一台手持设备把精度做到0.020mm不算难事,难的是在扫描十几米长的航空部件时还能守住这个精度。数量级的跨度,直接让”一套设备包打天下”的想法站不住脚。
汽车模具产线盯着微米级形位公差,航空航天车间操心复杂深孔的全局偏差,来料检测和首件检验的工况天差地别,设备底层逻辑自然两码事。想用单一技术路线同时搞定深孔扫描和产线节拍,几乎办不到。
启源视觉在项目落地中发现,不少企业踩坑就踩在这儿——试图用一套立体扫描仪覆盖所有场景,结果往往是”高配低用”浪费预算,或是关键型面数据缺失导致返工。选型必须回归具体工况,匹配需求才是硬道理。
手持式扫描 把”检测找现场”变成”检测随现场”
几百斤的大型模具搬下产线送进恒温室,来回折腾大半天;在线测量吧,普通设备又难以兼顾精度与灵活性。这道选择题,很多工程师都纠结过。
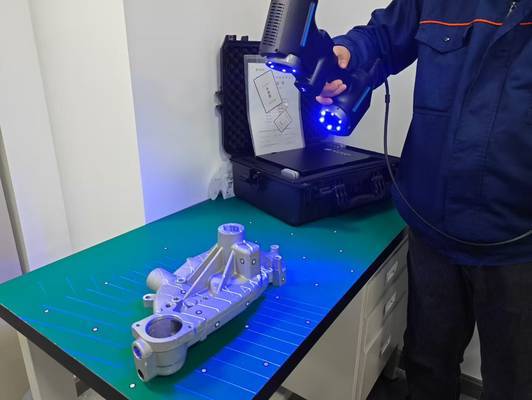
启源视觉AlphaScan手持式三维扫描仪的解法很直接:主打”移动计量”,无需固定安装,拿来即用。产线旁的狭小空间、十几米长的风电叶片、不便移动的焊接夹具,操作人员直接手持设备动态采集,不受场地束缚。相比传统方案,省去了搭建支架和标定的时间,现场扫完直接出点云数据,检测闭环周期明显缩短。
这种灵活性让”检测找现场”变成了”检测随现场”,对于正在推进产线升级的制造企业,是更务实的降本增效路径。
蓝光扫描 高反光件与精细特征的破局点
黑色金属模具、高亮面电极,扫出来一团噪点——这恐怕是不少一线技术员的日常噩梦。喷粉显影剂能救急,但涂层厚度带来的微米级误差,在精密模具检测的公差带面前往往无法交代。
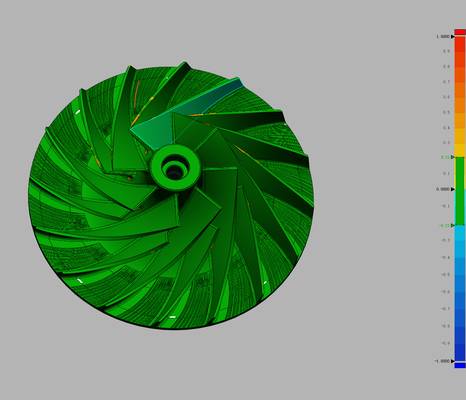
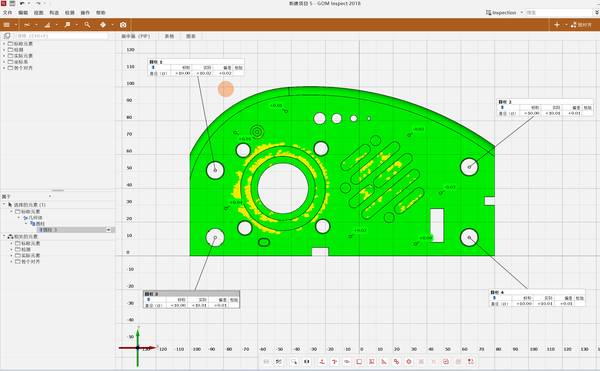
光源选择成了关键变量。启源视觉AlphaVista蓝光三维扫描仪利用蓝光波长更短、抗干扰性强的物理特性,在高精度逆向工程和复杂曲面数字化场景中,能有效过滤环境光干扰。面对高反光材质基本无需喷粉,微小倒角、深孔特征也能稳定还原,直接输出计量级数据。
这种稳定性,在精密模具的型面偏差分析和复杂工件的尺寸链验证中,直接决定检测数据的可用性。
技术路线对比:手持激光 vs 蓝光扫描
| 对比维度 | 手持激光扫描 | 蓝光扫描 |
|---|---|---|
| 适用工况 | 深孔、黑件等复杂工况 | 高反光材质、精密模具、复杂几何结构 |
| 核心优势 | 灵活性强,适合大尺寸移动件和现场快速抽检 | 精度细节和表面质量表现更优,微小特征还原稳定 |
| 是否需喷粉 | 视材质而定 | 基本无需喷粉 |
全流程集成能力关键指标
| 集成能力维度 | 说明 |
|---|---|
| 软件兼容性 | 点云数据能否直接对接现有三坐标软件 |
| 报告合规性 | 检测报告是否满足GB/T标准格式要求 |
| 服务响应 | 本地化服务响应速度与支持能力 |
三维扫描仪选型检查清单
- □ 工件是否为大尺寸移动件或需现场快速抽检?
- □ 工件是否涉及精密模具、高反光材质或复杂几何结构?
- □ 硬件参数是否达标?
- □ 软件是否兼容现有三坐标系统?
- □ 检测报告是否符合GB/T标准格式?
- □ 供应商是否具备高响应的本地化服务能力?
选型建议 按工件特征与业务目标匹配方案
三维扫描仪在产线上的角色已经变了,不再只是逆向建模工具,而是计量检测的关键环节。选型核心是匹配具体工件特征与业务目标:
大尺寸移动件、现场快速抽检,首选手持式立体扫描仪,灵活高效;精密模具、高反光材质、复杂几何结构,蓝光方案的稳定性和细节还原度往往更扛得住。
采购决策中容易忽略的一点:硬件参数达标只是及格线,软件兼容性和服务响应才是决定落地效率的关键。国产替代的大趋势下,启源视觉这类本土品牌把国标适配做得扎实,软件接口开放度高,本地化服务响应更是进口品牌难以比拟的。对于追求降本增效的制造企业,这意味着更短的停机时间和更低的试错成本。