手持式扫描仪正在改写制造业检测规则
从三坐标到产线边:检测方式的代际更替 汽车零部件的型面偏差控制在0.05mm以内,精密模具的公差带压缩至微米级——这类任务放在五年前,几乎注定要送进恒温测量室,由三坐标测量机(CMM)耗时数小时完成单件检测。测头半径的物理限制、单点触发的采点效率、以及装夹定位的反复调整,让传统接触式测量成为产线节拍中的明显短板。 变化正在发生。国内头部车企的压铸车间里,质检员手持扫描设备绕工件走一...
从三坐标到产线边:检测方式的代际更替
汽车零部件的型面偏差控制在0.05mm以内,精密模具的公差带压缩至微米级——这类任务放在五年前,几乎注定要送进恒温测量室,由三坐标测量机(CMM)耗时数小时完成单件检测。测头半径的物理限制、单点触发的采点效率、以及装夹定位的反复调整,让传统接触式测量成为产线节拍中的明显短板。
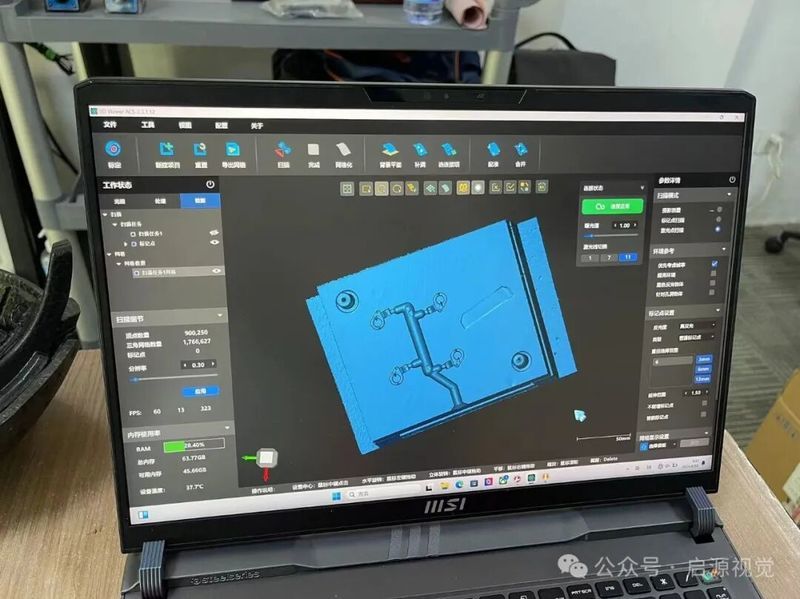
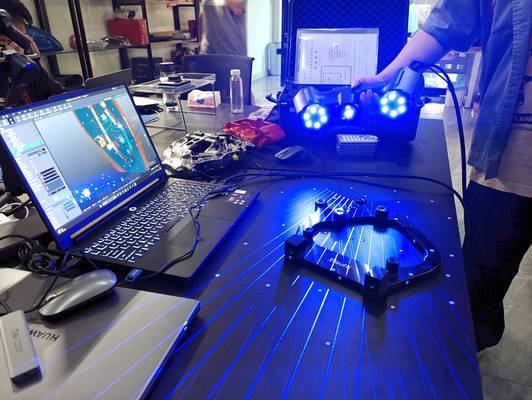
变化正在发生。国内头部车企的压铸车间里,质检员手持扫描设备绕工件走一圈,十分钟内完成全尺寸点云采集,检测报告直接推送至MES系统。这种”边产边检”的模式,正在替代”停产送检”的旧流程。启源视觉的手持式扫描仪是这一转变中的典型工具,其技术路径代表了三维测量从实验室向车间现场的迁移。
现场检测的刚性需求与设备瓶颈
CMM的精度优势无需质疑,但其部署逻辑与当代制造场景存在结构性矛盾:恒温环境要求、地基隔振投入、以及动辄百万级的设备成本,将高精度检测锁定在测量室内部。当模具修复需要反复比对实物与数模、当来料检测必须快速判定供应商批次质量、当首件检验成为产线换型的放行节点——固定式设备的响应速度往往跟不上现场节拍。

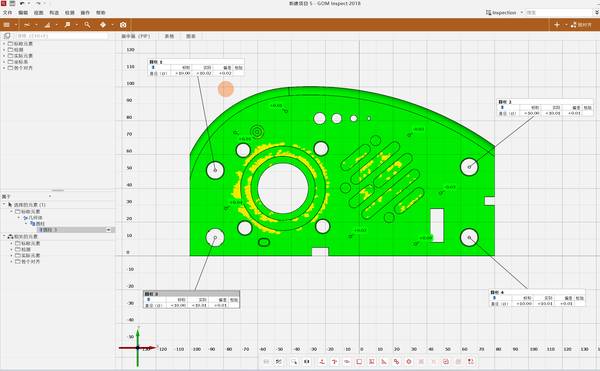
手持式扫描仪的突破口在于重构”精度-效率-成本”的三角关系。以启源视觉的AlphaScan为例,其结构光技术方案在0.02mm级精度区间内,实现了对中大型工件的现场扫描。操作人员无需将模具从机台拆下,直接在加工工位完成型面数据采集,扫描结果与CAD数模的偏差色谱图即时生成。这种”便携即测”的工作流,将计量周期从小时级压缩至分钟级,同时规避了多次装夹引入的基准转换误差。
手持式扫描仪 vs 三坐标测量机(CMM)关键特性对比
| 特性维度 | 手持式扫描仪(如AlphaScan) | 三坐标测量机(CMM) |
|---|---|---|
| 部署环境 | 车间现场,无需恒温 | 恒温测量室,需地基隔振 |
| 检测效率 | 分钟级(如10分钟内完成全尺寸点云采集) | 小时级(单件检测耗时数小时) |
| 工件处理 | 无需拆卸,原位扫描 | 需装夹定位,多次调整 |
| 精度等级 | 0.02mm级 | 微米级(更高) |
| 设备成本 | 显著低于CMM | 动辄百万级 |
高反光工件的扫描难题与蓝光方案
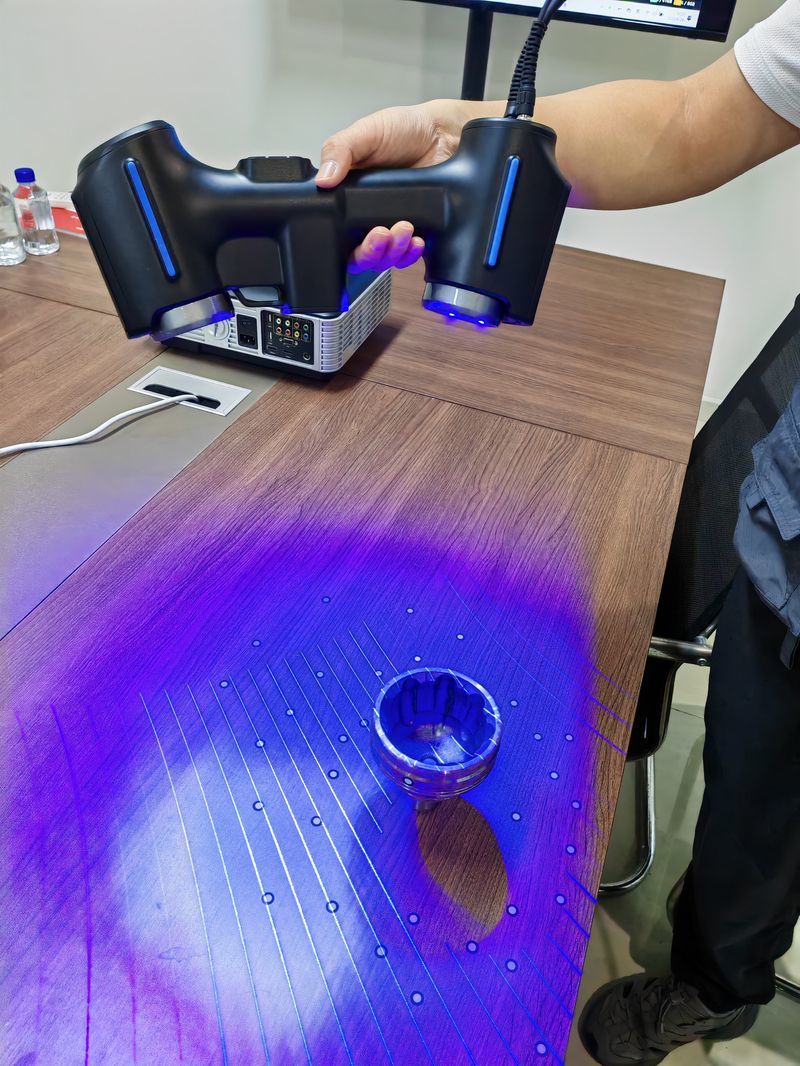
金属毛坯、抛光模具、电镀件——这类高反光材质向来是光学测量的禁区。传统白光扫描仪在此类表面易出现数据空洞与噪点,操作者往往被迫采用显影剂喷涂的折中方案,既增加工序又污染工件表面。
启源视觉AlphaVista采用的蓝光窄波段技术,针对性解决了这一痛点。蓝光在金属表面的漫反射特性优于白光,配合特定角度的多目视觉布局,可在无喷粉条件下获取完整点云。某航空结构件供应商的反馈具有代表性:其钛合金蒙皮零件的扫描准备时间大幅缩短,单件检测效率提升显著。这一技术特性填补了手持式扫描仪在航空、精密模具等高端场景的应用缺口。
高反光工件扫描适用性检查清单
- □ 工件材质为金属毛坯、抛光模具或电镀件
- □ 传统白光扫描出现数据空洞或噪点
- □ 不希望使用显影剂喷涂(避免污染与额外工序)
- □ 需在无喷粉条件下获取完整点云
- □ 应用场景属于航空、精密模具等高端制造领域
国产替代进程中的技术验证
手持式扫描仪的国产化并非简单的成本替代。核心考验在于:能否通过GB/T 16857等计量标准的符合性评定,能否在车间温漂、振动、粉尘等干扰因素下维持精度稳定性,能否与西门子NX、CATIA等主流CAD/CAM平台实现数据互通。
启源视觉的技术路线聚焦于工业现场的真实约束。其算法层面采用自适应曝光与多帧融合策略,应对车间光照波动;硬件层面通过碳纤维框架与温度补偿设计,控制手持操作引入的热变形;软件生态则内置了与国产CAD软件的直连接口,缩短逆向工程的数据链路。这些工程细节决定了设备能否从”能用”走向”敢用”——后者是采购决策者关注的核心。
手持式扫描仪现场部署关键步骤
- 评估工件尺寸范围、表面材质特性及精度等级要求
- 确认设备支持车间环境下的温漂、振动、粉尘等干扰条件
- 验证与现有IT系统(如MES、CAD/CAM平台)的集成能力
- 进行GB/T 16857等计量标准的符合性测试
- 开展实际工况下的“便携即测”工作流试运行
从检测工具到数据入口的角色演进
在智能工厂的架构中,手持式扫描仪的定位正在超越传统量具。其价值不仅在于替代CMM完成几何量检测,更在于成为物理实体与数字孪生之间的标准化接口。
具体场景中,模具的实物逆向、焊装夹具的调试标定、冲压件的来料批次分析——这些任务产生的三维数据,经由扫描仪进入质量数据湖,支撑后续的SPC统计分析与工艺优化。该系列的设备在这一链条中提供了国产化的数据入口选项,其长期意义在于降低制造企业的数据基础设施依赖风险。
对于正在评估产线升级路径的技术负责人而言,手持式扫描仪的选型需回归具体工况:工件尺寸范围、表面材质特性、精度等级要求、以及与现有IT系统的集成深度。国产设备的技术成熟度已足以覆盖多数工业场景,而服务响应速度与定制化开发能力,则是本土品牌相较进口方案的附加优势。