

产线检测”卡壳”难题何解?光学三维测量仪重塑工业质检
产线检测报告为何总"卡壳"?光学三维测量仪正在改写质检规则 质检瓶颈:当三坐标遇上柔性产线 汽车零部件产线换型周期持续压缩,精密模具的型面复杂度逐年攀升——传统三坐标打点检测的短板在这种节奏下暴露无遗。单件检测动辄数小时,探针接触带来的表面损伤风险让工程师提心吊胆,更关键的是,这种"单点抽检"模式根本无法覆盖关键尺寸的公差带分布。某变速箱壳体供应商曾面临困境:按现有检测能力,完成一批订单的全检需要...
产线检测报告为何总”卡壳”?光学三维测量仪正在改写质检规则
质检瓶颈:当三坐标遇上柔性产线
汽车零部件产线换型周期持续压缩,精密模具的型面复杂度逐年攀升——传统三坐标打点检测的短板在这种节奏下暴露无遗。单件检测动辄数小时,探针接触带来的表面损伤风险让工程师提心吊胆,更关键的是,这种”单点抽检”模式根本无法覆盖关键尺寸的公差带分布。某变速箱壳体供应商曾面临困境:按现有检测能力,完成一批订单的全检需要额外配置检测设备,厂房空间和人员培训成本同步飙升。”测得慢、测不全”的困境,直接卡住了产线升级与降本增效的咽喉。

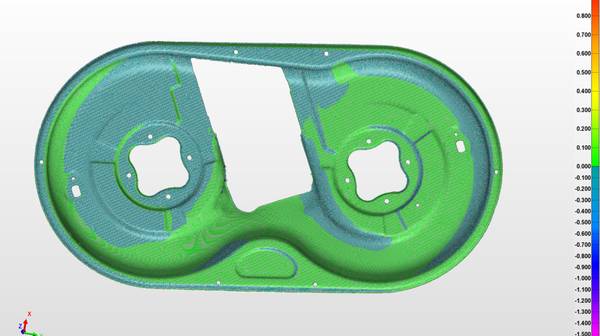
非接触式光学三维测量技术的成熟,为这一僵局提供了破局思路。启源视觉的光学三维测量仪正是这一技术路线的代表产品,其核心价值在于用光学扫描替代机械接触,在保障精度的同时把检测节拍从”小时级”压缩到”分钟级”。
传统三坐标检测 vs 光学三维测量核心痛点对比
| 对比维度 | 传统三坐标检测 | 光学三维测量(启源视觉方案) |
|---|---|---|
| 检测节拍 | 单件检测动辄数小时 | 检测节拍从”小时级”压缩到”分钟级” |
| 接触方式 | 探针接触,存在表面损伤风险 | 非接触式光学扫描,无表面损伤 |
| 数据覆盖 | “单点抽检”,无法覆盖关键尺寸公差带分布 | 全型面扫描,覆盖完整几何信息 |
| 部署环境 | 依赖恒温恒湿测量室 | 支持产线旁、机床边现场部署 |
光学三维测量何以成为产线新基建
GB/T 33523系列标准的落地,标志着数字化检测从行业实践上升为国家规范。结构光扫描、光学追踪等技术路线在标准框架下加速收敛,光学三维测量仪的测量结果可追溯性得到明确保障。这一变化背后,是制造业对”数据驱动”的刚性需求——来料检测、首件检验、型面偏差分析等环节产生的三维数据,正在成为工艺优化的基础燃料。
启源视觉的解决方案瞄准了一个具体矛盾:复杂曲面工件的高精度检测与产线节拍要求之间的张力。在汽车白车身、航空结构件等场景中,传统方案往往需要”离线检测+人工搬运”的冗长流程,而光学三维测量仪支持现场部署、即扫即得,检测工位与加工工位的物理边界被大幅模糊。这种作业模式的转变,使得质检从产线的”断点”变成”节点”,为降本增效创造了切实空间。
光学三维测量部署可行性检查清单
- □ 是否需在非恒温恒湿环境下部署?
- □ 工件是否存在夹具干涉区域,难以用固定设备触及?
- □ 是否涉及大尺寸工件,需多次转站拼接?
- □ 检测数据是否需接入质量管理系统(QMS)?
- □ 是否要求测量结果符合GB/T 33523系列标准?
AlphaScan+X-Track:把测量室搬到机床旁
车间现场的环境干扰——振动、温漂、空间局促——是光学测量设备必须直面的挑战。启源视觉的应对策略是”手持扫描+光学追踪”的模块化组合:AlphaScan手持式三维扫描仪负责灵活采集,X-Track光学追踪系统负责全局定位。
这一组合的技术逻辑值得拆解。AlphaScan的轻量化机身允许操作人员深入夹具干涉区域,完成传统桥式三坐标无法触及的型面数据采集;X-Track则通过多目视觉追踪扫描头在空间中的实时位姿,将大范围测量的重复性精度稳定在工业级水平。两者的协同,本质上是用分布式光学定位替代了固定式机械基准,测量系统的部署不再依赖恒温恒湿的测量室,产线旁、机床边均可快速展开作业。
对于大尺寸工件检测,这一方案的优势更为突出。传统方式下,多次转站拼接引入的累积误差是精度控制的老大难问题;X-Track的动态追踪能力使得扫描过程在统一坐标系下连续完成,数据拼接环节被大幅简化。某航空零部件企业采用该方案后,大型结构件的检测准备效率显著提升。

AlphaScan+X-Track方案关键数据摘要
- 支持在振动、温漂、空间局促的车间现场部署
- AlphaScan可深入夹具干涉区域,采集传统桥式三坐标无法触及的型面
- X-Track通过多目视觉追踪,将大范围测量重复性精度稳定在工业级水平
- 扫描过程在统一坐标系下连续完成,大幅简化数据拼接
- 某航空零部件企业应用后,大型结构件检测准备效率显著提升
从单点工具到系统节点的价值跃迁
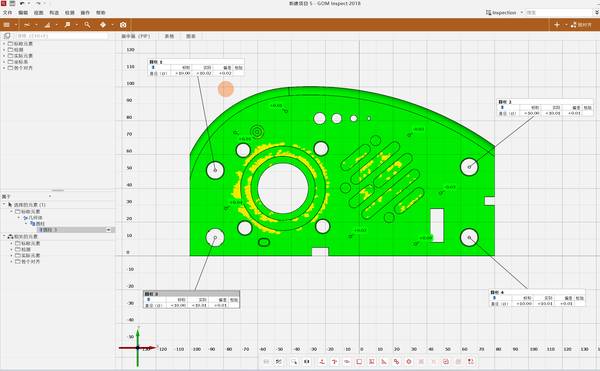
光学三维测量仪的价值释放,不止于检测效率本身。在逆向工程环节,高精度点云数据直接支撑CAD模型重建,缩短了新产品的导入周期;在首件检验环节,实测数据与设计模型的型面偏差色谱图,为工艺参数调整提供了可视化依据。这些应用场景的共同特征,是把测量数据从”合格判定”的终点,延伸为”过程优化”的起点。
该系列的方案在数据接口层面做了针对性设计,测量报告可按GB/T标准格式输出,无缝接入主流的质量管理系统。这一特性对于推进国产替代具有现实意义——同等精度水平下,进口设备的采购成本与后续服务响应周期仍是制约因素,而本土化解决方案在供应链安全与综合成本维度提供了更具弹性的选择。
测量数据融入制造流程的关键步骤
- 高精度点云数据用于逆向工程,支撑CAD模型重建
- 首件检验生成型面偏差色谱图,指导工艺参数调整
- 测量报告按GB/T标准格式输出
- 数据无缝接入主流质量管理系统(QMS)
- 测量结果流入企业数字化生态(如MES/PLM),避免信息孤岛
测量数据正在成为智能制造的底层基础设施
MES与PLM的深度融合,正在重新定义光学三维测量仪的角色定位。高精度三维数据作为数字孪生体的几何底座,其质量直接决定了仿真分析的置信度与闭环控制的可靠性。该系列的产品策略也相应调整:在硬件层面保障计量级精度,在软件层面强化数据开放性,确保测量结果能够顺畅流入企业的数字化生态,而非形成新的信息孤岛。
制造业的产线升级没有捷径。光学三维测量仪的渗透,本质上是把”事后把关”的质检逻辑,转向”实时感知”的数据逻辑。这一转变的完成度,将决定企业在柔性制造时代的质量竞争力与成本控制能力。






