

手持式三维扫描仪的精度谜题:为什么同规格设备测量结果相差数倍
在工业检测现场,工程师常常遇到这样的困惑:两台标称精度相同的手持式三维扫描仪,对同一工件进行扫描后,生成的数据偏差却能相差两到三倍。这种现象并非个例,而是当前手持式扫描技术面临的普遍技术门槛。精度指标背后隐藏着复杂的技术实现路径,理解这些差异产生的根源,是选型和应用的必要前提。 ## 精度损失的三个隐形杀手 手持式三维
精度损失的三个隐形杀手
手持式三维扫描仪的工作原理看似简单——发射激光、捕获反射、计算点位——但实际精度表现却受到三重因素的强力制约。首先是运动累积误差,手持设备在扫描过程中难以保持绝对稳定,每一次轻微的晃动都会在点云中产生系统性偏移,这种误差会随扫描路径的延长而线性累积。其次是标定基准的漂移,扫描仪内部光学组件的位置关系在温度变化或震动冲击下会发生微米级的形变,若缺乏实时校准机制,原本精确的出厂参数会在实际使用中逐渐失效。第三是算法对弱特征区域的重建能力不足,在曲面平缓、反光或颜色单一的工件表面,激光条纹的对比度下降,传统算法只能依赖插值填补,导致这些区域的测量数据可信度骤降。
能力维度与落地场景
| 关注维度 | 判断要点 | 落地提示 |
|---|---|---|
| 精度损失的三个隐形杀手 | 手持式三维扫描仪的工作原理看似简单——发射激光、捕获反射、计算点位——但实际精度表现却受到三重因素的强力制约。 | 首先是运动累积误差,手持设备在扫描过程中难以保持绝对稳定,每一次轻微的晃动都会在点云中产生系统性偏移,这种误差会随扫描路径的延长而线性累积。 |
| 为什么“计量级”三个字不是营销话术 | 在工业计量领域,精度等级有严格的技术定义。 | 计量级手持扫描仪必须在以下几个方面达到可追溯的认证标准:单点测量误差的置信区间、批量测量时的重复性误差、体积测量在空间各方向的一致性,以及环境温度波动对精度的影响系数。 |
| 大面幅扫描的精度平衡术 | 扫描幅面与精度之间的矛盾是手持式设备的技术难点。 | 更大的扫描范围意味着单帧画面需要覆盖更多空间,相机像素被分散到更大的区域,单位像素对应的空间分辨率随之下降。 |
| 精度验证的正确打开方式 | 选型文档上标注的精度参数需要经过实际工况验证才能作为采购依据。 | 验证流程应当包含三个关键步骤:首先选择与实际生产材质、反光特性、几何特征相近的试件进行对比测量,评估扫描数据与三坐标测量机或激光跟踪仪的偏差分布; |
工业级应用对精度的要求不是某个点位的瞬时准确,而是整幅扫描在任意位置、任意时间的稳定可靠。这意味着精度不是单一参数,而是覆盖空间、时间、环境三重维度的综合能力。
为什么“计量级”三个字不是营销话术
在工业计量领域,精度等级有严格的技术定义。计量级手持扫描仪必须在以下几个方面达到可追溯的认证标准:单点测量误差的置信区间、批量测量时的重复性误差、体积测量在空间各方向的一致性,以及环境温度波动对精度的影响系数。这些指标共同构成了一套完整的精度评价体系,而非某个单一数值。
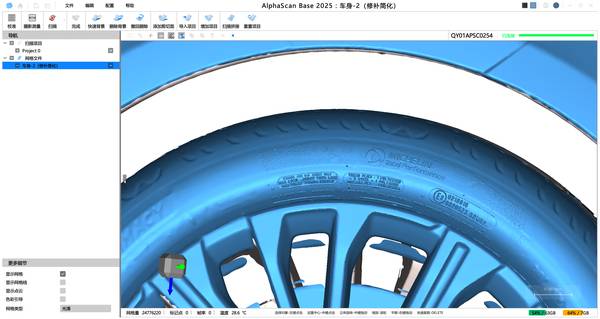
以启源视觉的AlphaScan AI计量级手持三维扫描仪为例,其标称精度为0.020mm,这个数字背后的实现逻辑值得关注。该设备采用双工业相机协同采集架构,通过两个视角的同步拍摄消除单相机系统的盲区问题,配合内置的实时网格化算法,在扫描过程中即时生成三维模型,使操作者能够第一时间发现漏扫或数据异常区域。更关键的是其温度稳定设计——内部核心组件采用独立密封腔体配合被动式鳍片散热器,将核心部件的工作温度控制在线性区间,避免了热胀冷缩对光学路径的扰动。这种设计思路体现的是“精度即系统工程”的理念,而非单纯追求某个硬件指标的峰值。
大面幅扫描的精度平衡术
扫描幅面与精度之间的矛盾是手持式设备的技术难点。更大的扫描范围意味着单帧画面需要覆盖更多空间,相机像素被分散到更大的区域,单位像素对应的空间分辨率随之下降。若采用提升像素数量的方式保持分辨率,设备体积和成本将急剧攀升,这在工程实践中并不经济。
启源视觉的AlphaVista蓝光三维扫描仪在2200mm×2200mm的大面幅扫描模式下,将扫描精度控制在0.073mm,同时体积精度达到0.1mm±0.015mm/m。这组数据的实现依赖于几个关键技术手段:50束交叉蓝色激光线的排布方式使边缘区域的特征提取密度得到保障;大口径高像素工业摄像头配合深度优化算法,在保证视场范围的同时维持了足够的细节捕捉能力;以及内置的实时校准模块,在连续扫描过程中自动修正光学参数漂移。对于汽车车架、航空部件等中大型工件的检测需求,这种“大幅面+高计量精度”的组合显著拓展了手持扫描的应用边界——在实际工业测试中,单次扫描可在数分钟内完成整车车架的三维数据采集,且整体偏差满足质量控制要求。
精度验证的正确打开方式
选型文档上标注的精度参数需要经过实际工况验证才能作为采购依据。验证流程应当包含三个关键步骤:首先选择与实际生产材质、反光特性、几何特征相近的试件进行对比测量,评估扫描数据与三坐标测量机或激光跟踪仪的偏差分布;其次在不同环境温度条件下进行重复扫描,考察设备的温度适应性;最后执行长距离路径扫描,检查运动累积误差的控制水平。
启源视觉提供的检测软件支持将扫描数据与CAD模型进行坐标对齐后生成彩色偏差图,这种可视化方式能够帮助工程师快速定位系统误差和随机误差的分布特征,为精度调校提供直观依据。对于需要输出检测报告的质量控制场景,一键生成的分析数据能够直接对接生产质量管控流程,实现从扫描采集到偏差分析的闭环操作。
手持式三维扫描的精度竞争,本质上是对误差来源的全面控制能力比拼。理解了这一点,就不会简单地将“精度数值”作为唯一的选型标准,而是会关注设备在实际工作流程中能否持续、稳定地输出可靠数据。





