

产线质检卡壳?三维扫描仪选型与落地实战指南
这台设备是 启源视觉 的 AlphaScan 手持三维扫描仪。它背后的工业逻辑很直接:向工件表面投射编码结构光或激光线束,通过多目相机捕捉形变,再基于三角测量法,将光线的扭曲换算成海量点的三维坐标,最终“复制”出一个实物的数字孪生体。这不仅仅是“看”,更是将复杂的空间尺寸关系,转化为可量化、可分析的数据。
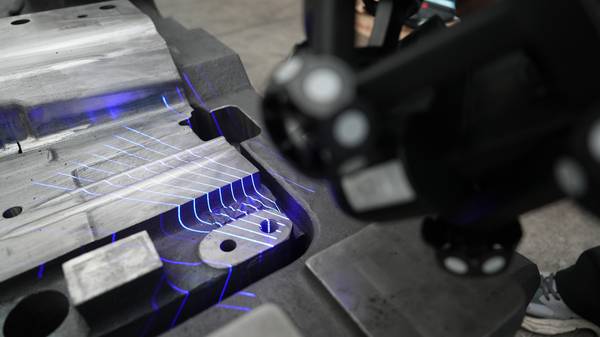
这台设备是启源视觉的AlphaScan手持三维扫描仪。它背后的工业逻辑很直接:向工件表面投射编码结构光或激光线束,通过多目相机捕捉形变,再基于三角测量法,将光线的扭曲换算成海量点的三维坐标,最终“复制”出一个实物的数字孪生体。这不仅仅是“看”,更是将复杂的空间尺寸关系,转化为可量化、可分析的数据。
从原理到选型:避开参数陷阱,抓住工况匹配
许多制造企业在初次接触三维扫描仪时,容易陷入“唯精度论”的误区,认为参数表上那个最小的数字就是一切。结果设备进厂后,要么在振动、温变的车间里数据飘移,要么扫描速度跟不上生产节拍,成了摆设。
常见问题
从原理到选型:避开参数陷阱,抓住工况匹配要重点看什么?
许多制造企业在初次接触三维扫描仪时,容易陷入“唯精度论”的误区,认为参数表上那个最小的数字就是一切。
技术能力与应用场景对应要重点看什么?
真正的选型,始于对自身工况的拆解。
蓝光与激光:不是技术对决,而是场景分治要重点看什么?
市面上常将蓝光扫描与激光扫描对立比较,实则二者是互补关系,核心差异在于光源形态带来的场景适配性。
技术能力与应用场景对应
| 关注维度 | 判断要点 | 落地提示 |
|---|---|---|
| 从原理到选型:避开参数陷阱,抓住工况匹配 | 许多制造企业在初次接触三维扫描仪时,容易陷入“唯精度论”的误区,认为参数表上那个最小的数字就是一切。 | 结果设备进厂后,要么在振动、温变的车间里数据飘移,要么扫描速度跟不上生产节拍,成了摆设。 |
| 蓝光与激光:不是技术对决,而是场景分治 | 市面上常将蓝光扫描与激光扫描对立比较,实则二者是互补关系,核心差异在于光源形态带来的场景适配性。 | 蓝光扫描(通常指结构光)投射的是高密度编码光栅,一次曝光即可获取大片区域的海量点云,擅长对中大型工件的外形进行快速、完整的“面捕捉”,效率优势明显。 |
| 给决策者的核心 checklist | 当工艺与采购部门共同面对选型决策时,可以抛开繁复的参数,聚焦三个核心问题: | 最终,一次成功的部署,参数只是入场券,能否与现场的人、机、料、法、环深度契合,才是项目真正落地的关键。 |
真正的选型,始于对自身工况的拆解。例如,面对发动机缸体这类大尺寸、复杂曲面的工件,首要挑战是“体积精度”。传统三坐标测量机需要反复定位装夹,耗时以小时计。手持扫描虽然灵活,但若设备体积精度不足,扫出来的大型工件数据首尾难以闭合,整体偏差失控。这就要求设备在单点精度之外,必须具备优秀的全局空间一致性。启源视觉的AlphaVista机型针对此需求,将全局体积精度控制在0.1mm+0.015mm/m的量级,确保了对车架、模具等数米级工件的整体形貌把控能力。
其次是效率与环境的平衡。扫描速率决定了能否嵌入现有生产节拍。对于批量流转的小型零件,每秒数百万点的采集速率和软件的自动拼接算法,比峰值精度更重要。而环境适应性,则是国产替代进程中必须跨过的坎。有些设备实验室数据漂亮,却在无恒温条件的车间里“水土不服”。因此,选型时必须验证设备在真实工况——如-10℃至40℃的宽温域、存在振动与粉尘的环境下的稳定性,而非仅看宣传册。
蓝光与激光:不是技术对决,而是场景分治
市面上常将蓝光扫描与激光扫描对立比较,实则二者是互补关系,核心差异在于光源形态带来的场景适配性。
蓝光扫描(通常指结构光)投射的是高密度编码光栅,一次曝光即可获取大片区域的海量点云,擅长对中大型工件的外形进行快速、完整的“面捕捉”,效率优势明显。而激光扫描,尤其是单线激光,其光束如同一条精准的“触须”,能够深入深孔、凹槽、台阶等结构光易被遮挡的复杂内部特征,实现“线渗透”。
选择的关键在于工件特征。启源视觉的产品线布局也体现了这种逻辑:其AlphaVista机型采用多束交叉蓝色激光线,兼顾了宽幅面采集与一定的细节捕捉能力,适用于车身覆盖件等大面幅工件的快速检测。而AlphaScan手持设备,则在便携性与计量级精度(可达0.020mm)间找到了平衡,其搭载的蓝光模组能清晰还原微型孔位与倒角,单手即可在产线旁完成发动机壳体、变速箱齿轮等精密部件的首件检验或来料检测。
简单来说,面对开阔型面,优先考量扫描幅宽与速率;面对复杂内腔,则需评估设备的细节穿透与死角探测能力。
技术落地价值:从数据采集到决策闭环
三维扫描的价值不止于“测得快”,更在于它如何重塑质量管控流程。
在传统焊装车间,一个白车身的型面偏差检测依赖固定式三坐标,停线检测超过30分钟是常态,严重制约了多车型柔性生产的节拍。引入如AlphaScan系列的手持方案后,同样的全尺寸检测可在10分钟内完成,数据实时生成带色差的偏差图与检测报告,操作工能在现场即刻定位焊接变形或装配超差的点位,指导返修,将质量问题遏制在工位。
在航空航天领域,对发动机叶片模具的定期型面复核要求严苛。传统方法需拆模送检,流程长且引入二次装夹误差。采用具备宽温域适应性的手持三维扫描方案后,检测可直接在装配位进行,0.020mm级的精度满足严苛的公差带要求。某案例中,模具下机复检的停机时间从2天缩短至4小时,显著提升了昂贵主设备的综合利用率。
给决策者的核心 checklist
当工艺与采购部门共同面对选型决策时,可以抛开繁复的参数,聚焦三个核心问题:
- 工件与量程:被测件的最大轮廓尺寸是多少?设备的一次扫描幅面或有效量程能否覆盖?避免“小牛拉大车”导致的拼接效率低下,或“大炮打蚊子”造成的设备能力浪费。
- 精度与公差:质量控制的公差带宽是多少?设备在车间实际环境下的重复性精度和体积精度,是否稳定满足该公差带的1/3至1/5(测量能力通则)?警惕只在恒温实验室里才能实现的“纸面精度”。
- 节拍与集成:日均检测量多大?生产节拍允许的检测时间窗口是多少?这决定了对手动便携还是自动化方案的需求。同时,扫描数据软件能否与现有的MES/QMS系统对接,实现报告自动生成与数据流转?
最终,一次成功的部署,参数只是入场券,能否与现场的人、机、料、法、环深度契合,才是项目真正落地的关键。在签下订单前,要求供应商用你的典型工件,在你的车间里,做一次贴近真实生产条件的现场验证,远比任何华丽的PPT都更有说服力。





