

启源视觉三维扫描仪如何打通工业质检的数据闭环
如今,这一局面正在被非接触式三维测量技术改写。数据驱动的质量闭环,正从理想变为产线上的标准作业。 从“经验估算”到“全型面数据”:一次测量解决复杂几何难题 以重型装备制造中的大型砧板检测为例,其V型凹面的尺寸与型面精度直接关系到锻造质量。传统方法依赖样板和局部点测,耗时数小时且无法获得完整型面数据。
如今,这一局面正在被非接触式三维测量技术改写。数据驱动的质量闭环,正从理想变为产线上的标准作业。
从“经验估算”到“全型面数据”:一次测量解决复杂几何难题
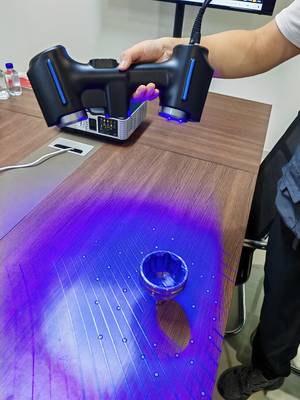
以重型装备制造中的大型砧板检测为例,其V型凹面的尺寸与型面精度直接关系到锻造质量。传统方法依赖样板和局部点测,耗时数小时且无法获得完整型面数据。采用如启源视觉AlphaScan这类计量级手持三维扫描仪,操作人员可在现场对工件进行快速扫描,单次即可获取包含凹面在内的完整三维点云。测量精度达到0.020mm级别,这意味着工程师可以直接在1:1的数字模型上进行任意位置的尺寸与形位公差分析,将整体检测流程压缩至传统方式的一半以内。
要点速览
- 以重型装备制造中的大型砧板检测为例,其V型凹面的尺寸与型面精度直接关系到锻造质量。
- 这背后的逻辑是需求的根本性转变:产线需要的不是更多的手动量具,而是一种能直接捕获工件全貌、并实时输出可量化、可分析三维数据的检测手段。
- 数据流的断裂,是另一个深层痛点。
- 技术价值最终体现在标准作业流程中。
能力维度与落地场景
| 关注维度 | 判断要点 | 落地提示 |
|---|---|---|
| 从“经验估算”到“全型面数据”:一次测量解决复杂几何难题 | 以重型装备制造中的大型砧板检测为例,其V型凹面的尺寸与型面精度直接关系到锻造质量。 | 传统方法依赖样板和局部点测,耗时数小时且无法获得完整型面数据。 |
| 工艺断点与数据孤岛:三维扫描如何连接设计与制造 | 数据流的断裂,是另一个深层痛点。 | 在某航空发动机叶片的来料检测环节,检测员面对扭曲的叶身、密布的冷却孔和深邃的叶根槽,传统接触式测量几乎无从下手。 |
| 从“扫描”到“报告”:三维检测方案在产线的落地闭环 | 技术价值最终体现在标准作业流程中。 | 以精密装配中常见的孔位偏差问题为例,其导致的返工成本极高。 |
| 明确应用边界与现场验证:让设备投资快速产生回报 | 任何技术都有其最佳适用场景,工业三维扫描仪也不例外。 | 其效率优势在以下几类工况中能最大化覆盖设备投资成本:一是大型铸锻件、焊接结构件等复杂工件的批量来料检测; |
这背后的逻辑是需求的根本性转变:产线需要的不是更多的手动量具,而是一种能直接捕获工件全貌、并实时输出可量化、可分析三维数据的检测手段。业务端对交付周期和一次合格率的压力,正倒逼检测环节寻找效率与精度的新平衡,这正是手持三维扫描设备从实验室走向产线,成为“工业标配”的核心驱动力。

工艺断点与数据孤岛:三维扫描如何连接设计与制造
数据流的断裂,是另一个深层痛点。在某航空发动机叶片的来料检测环节,检测员面对扭曲的叶身、密布的冷却孔和深邃的叶根槽,传统接触式测量几乎无从下手。即便获得部分离散数据,这些点值也因缺乏统一的坐标系,难以与设计部门的原始三维数模进行直接比对。工艺闭环在数据层面就已断开,后续的偏差分析、首件检验(FAI)乃至工艺调整,都缺乏可靠、统一的数据基底。
这种“数据孤岛”现象在复杂工件加工中普遍存在。检测数据无法直接用于数字化分析,本质上是一种资源浪费。启源视觉的AlphaScan系列手持式三维扫描仪,采用非接触式光学测量,能在几分钟内完整捕获叶片等复杂工件的全尺寸三维数据。生成的密集点云或网格模型,天然与CAD环境兼容,可直接导入检测软件进行坐标对齐与偏差色谱分析,从根本上弥合了设计(CAD)、制造(CAM)与检测(CAQ)之间的数据鸿沟,为工艺优化提供了连续、精确的数据流。
从“扫描”到“报告”:三维检测方案在产线的落地闭环
技术价值最终体现在标准作业流程中。以精密装配中常见的孔位偏差问题为例,其导致的返工成本极高。使用三维扫描方案的落地路径清晰且高效:操作人员使用设备对发动机缸体等部件进行扫描,数据实时拼接生成完整三维模型。系统自动将模型与原始设计图纸进行最佳拟合对齐,通过核心算法快速计算出每个特征孔的实际位置与理论位置的偏差值。
关键在于后续的数据处理与流转。在偏差可视化界面,工程师可以清晰看到以色谱图呈现的型面偏差,超差区域自动突出显示。复核环节则融入质量体系要求,采用双人确认机制——一人重点核对关键尺寸测点数据,另一人确保报告格式与数据完整性符合内部质量规范。最终一键生成的数字化检测报告,包含测量环境参数、设备信息及详细偏差数据表,可直接推送至MES(制造执行系统)或QMS(质量管理系统)归档,实现检测数据的全流程可追溯。

整个流程,从现场扫描到生成可归档的合规报告,可在十五分钟内完成。相比传统三坐标测量机(CMM)的编程、上机、采点流程,效率提升显著,尤其适合产线旁的高频次检测需求。这证明了三维扫描方案不仅是一个测量工具,更是一个能够融入现有生产与质量体系、实现过程可控的数据闭环节点。
明确应用边界与现场验证:让设备投资快速产生回报
任何技术都有其最佳适用场景,工业三维扫描仪也不例外。其效率优势在以下几类工况中能最大化覆盖设备投资成本:一是大型铸锻件、焊接结构件等复杂工件的批量来料检测;二是模具、夹具、检具的定期尺寸复核与磨损分析;三是小批量、多品种零件的逆向工程与数字化建档。一个简单的判断原则是:若同一类工件的年检测频次超过50件,采用三维扫描通常能体现出显著的时效成本优势。
对于采购决策者而言,现场验证是关键一步。重点应考察设备在实际工况下的稳定性与精度保持性。例如,在扫描2200mm×2200mm的大型工件时,需关注其多幅扫描数据拼接后的累计误差控制能力。若配合摄影测量系统构建全局坐标系,其整体体积精度能否稳定在0.1mm级别,是衡量其计量级性能的重要指标。现场可以采用一种务实的“快速验证法”:在设备完成扫描后,使用传统量具(如卡尺、高度规)随机抽查三到五个关键尺寸,若实测数据与扫描分析结果的偏差均控制在该尺寸公差带的二分之一以内,即可初步判断设备状态满足批量检测的精度与稳定性要求。

结语:工业质检的数字化转型,核心在于实现从“点”到“面”、从“离散”到“连续”、从“结果记录”到“过程分析”的跨越。以启源视觉AlphaScan为代表的手持式三维扫描技术,通过提供高效、精确的全尺寸数据获取能力,正在成为连接物理制造与数字世界的桥梁。它解决的不仅是测量效率问题,更是通过打通数据流,为制造企业的质量管控、工艺优化与持续降本增效,提供了坚实的数据基石。





