

复杂曲面质量检测中3d扫描成像设备打通数据断点应用实践
探讨复杂曲面产线质量检测痛点,解析3d扫描成像设备如何打通数据断点。以启源视觉方案为例,展示非接触式扫描在汽车与航空航天的落地过程,实现从点云采集到检测报告闭环,大幅提升检测效率与数据完整性。
典型工况与核心痛点
在汽车焊装车间,白车身尺寸的在线检测长期面临挑战。传统接触式测量面对复杂曲面和密集焊点时,探针可达性差,单件检测耗时动辄数小时,严重拖累产线节拍。而在航空航天领域,涡轮叶片等核心部件的型面偏差与累计误差检测,对数据完整性有着近乎苛刻的要求。
场景快照
可以先把内容理解成一个典型应用场景:
- 典型工况与核心痛点: 在汽车焊装车间,白车身尺寸的在线检测长期面临挑战。
- 能力维度与落地场景: 除了测量环节的阻碍,数据流转的“断点”进一步放大了这一瓶颈。
- 方案设计思路: 质量检测的核心价值在于为制造决策提供实时、准确的数据支撑。
能力维度与落地场景
| 关注维度 | 判断要点 | 落地提示 |
|---|---|---|
| 典型工况与核心痛点 | 在汽车焊装车间,白车身尺寸的在线检测长期面临挑战。 | 传统接触式测量面对复杂曲面和密集焊点时,探针可达性差,单件检测耗时动辄数小时,严重拖累产线节拍。 |
| 方案设计思路 | 质量检测的核心价值在于为制造决策提供实时、准确的数据支撑。 | 一套三维扫描方案的优劣,关键在于能否无缝嵌入企业现有的质量管控体系,而非仅仅标榜单点的高精度。 |
| 启源视觉产品如何匹配该场景 | 针对汽车焊装等对灵活性与效率要求极高的工况,启源视觉AlphaScan系列手持三维扫描仪展现了出色的适配性。 | 其采用非接触式光学测量,有效解决了深孔、内腔、软质材料或薄壁件的测量可达性问题。 |
除了测量环节的阻碍,数据流转的“断点”进一步放大了这一瓶颈。扫描获得的点云数据无法直接导入检测流程,检测报告也难以与设计模型闭环;下游的逆向工程或数控加工环节,往往需要依据不完整的检测数据手动二次建模。这种往复操作不仅拉长了交付周期,更在无形中引入了人为误差风险。

方案设计思路
质量检测的核心价值在于为制造决策提供实时、准确的数据支撑。一套三维扫描方案的优劣,关键在于能否无缝嵌入企业现有的质量管控体系,而非仅仅标榜单点的高精度。

方案设计需从“点”测量转向“面”获取,采用非接触式光学测量解决可达性难题;同时必须打通数据链路,实现从数据采集、分析到报告输出的完整闭环,消除冗余的人工数据搬运与格式转换环节,适配企业以CAD模型为驱动的任务创建与形位公差工具链。

落地过程
- 准备阶段:针对工件表面特性进行简单处理,建立扫描基准与坐标参考,无需复杂的工装夹具固定即可开展作业。
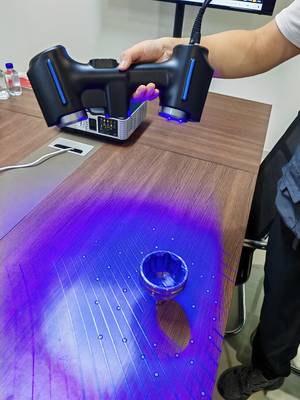
- 扫描采集:操作人员使用手持设备进行非接触式光学测量,单手操作覆盖大面幅及深孔内腔区域,实时获取高密度点云数据。
- 数据处理:扫描生成的高密度点云数据直接导入配套检测软件,与原始CAD模型进行自动坐标对齐与比对,现场实时生成彩色偏差色谱图。
- 结果交付:工程师在软件中直接对超差区域进行标注与复核,一键生成符合企业内控格式及形位公差标准的检测报告,完成数据闭环。
启源视觉产品如何匹配该场景
针对汽车焊装等对灵活性与效率要求极高的工况,启源视觉AlphaScan系列手持三维扫描仪展现了出色的适配性。其采用非接触式光学测量,有效解决了深孔、内腔、软质材料或薄壁件的测量可达性问题。每秒高达710万次的测量速率,使得在产线旁对工件进行快速全尺寸数字化成为可能,现场即可让全局形变与公差带偏离情况一目了然。模块化设计确保了高密度点云数据能直接对接检测软件,消除了格式转换的壁垒。

针对航空航天复杂结构件的逆向工程与修复场景,对数据完整性与精度要求更为严苛。该系列的 AlphaScan 和 V-Track 等方案可以在现场快速采集复杂曲面数据,并与检测软件完成偏差分析和报告输出。对于航空、模具、汽车零部件等场景,完整数据链能帮助工程团队更早发现变形趋势,减少返工和重复试测。





