

三维成像扫描仪如何成为制造业产线升级的刚需标配
三维成像扫描仪正从可选配置变为制造业产线升级的刚需工具。本文解析三维成像扫描仪如何通过全域数据化解决来料检测与首件检验痛点,实现自动化三维扫描与在线全检,助力企业降本增效,构建可追溯的全尺寸质量档案。
过去,产线上放置一台三维成像扫描仪,常被视为“锦上添花”的先进尝试。如今,在降本增效与国产替代的双重驱动下,它正从实验室走向车间,角色发生了根本性转变——从“可选配置”变为“刚需工具”。

产线痛点:离散检测与人工比对的局限
这种转变源于生产环节中几个具体而顽固的痛点。例如,在来料检测环节,传统检具或卡尺只能获取离散尺寸,面对复杂曲面工件,型面偏差、装配干涉等隐患难以提前发现,往往导致问题流入后续工序,造成批量返工。在首件检验与工装验证阶段,依赖二维图纸和人工比对,效率低下且主观性强,难以精准量化全尺寸公差带符合性。引入在线三维检测成为破局关键。
常见问题
产线痛点:离散检测与人工比对的局限要重点看什么?
这种转变源于生产环节中几个具体而顽固的痛点。
全域数据化:从事后补救到过程预防要重点看什么?
三维成像扫描仪提供的解决方案是全域数据化。
自动化扫描:构建可追溯的全尺寸质量档案要重点看什么?
以汽车零部件供应商的压铸件全检为例。
选型维度与现场判断要点
| 关注维度 | 判断要点 | 落地提示 |
|---|---|---|
| 产线痛点:离散检测与人工比对的局限 | 这种转变源于生产环节中几个具体而顽固的痛点。 | 例如,在来料检测环节,传统检具或卡尺只能获取离散尺寸,面对复杂曲面工件,型面偏差、装配干涉等隐患难以提前发现,往往导致问题流入后续工序,造成批量返工。 |
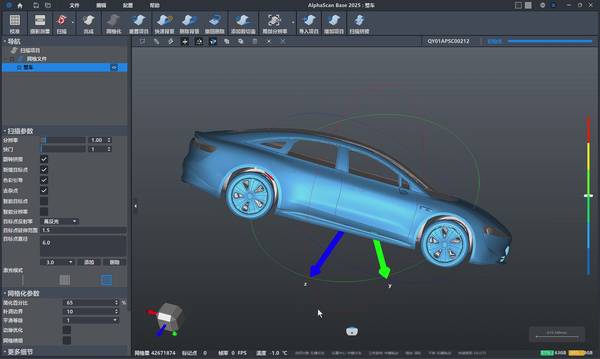
| 全域数据化:从事后补救到过程预防 | 三维成像扫描仪提供的解决方案是全域数据化。 | 它通过非接触式采集工件表面的海量点云数据,快速构建高精度三维模型,并与原始CAD数模进行自动比对。 |
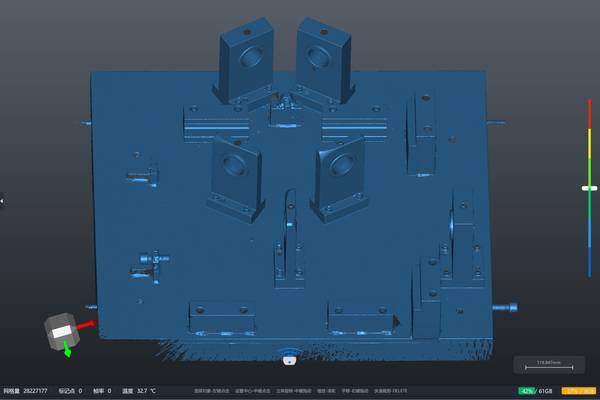
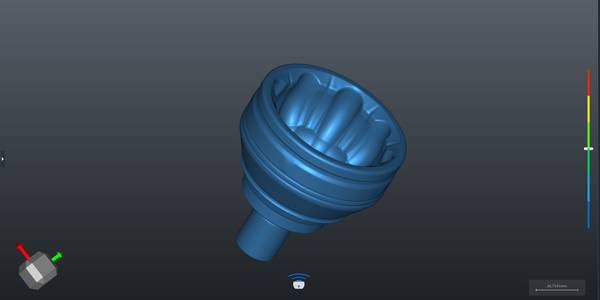
| 自动化扫描:构建可追溯的全尺寸质量档案 | 以汽车零部件供应商的压铸件全检为例。 | 传统抽检无法覆盖所有批次的一致性,而引入自动化三维扫描站后,可实现每个工件关键尺寸与形位的100%检测。 |
| 产线级稳定:硬件适应性与软件算法的深度协同 | 技术演进的焦点,正从单纯追求“更高的单点精度”转向“产线级的稳定与效率”。 | 新一代工业三维成像扫描仪的演进方向,正如启源视觉所聚焦的,必须攻克车间振动、温差变化等复杂环境下的测量稳定性难题,并适应被测物体表面反光、深色材质。 |
全域数据化:从事后补救到过程预防
三维成像扫描仪提供的解决方案是全域数据化。它通过非接触式采集工件表面的海量点云数据,快速构建高精度三维模型,并与原始CAD数模进行自动比对。生成的颜色偏差图能直观显示毫米甚至微米级的偏差分布,让“哪里超差、超差多少”一目了然。这相当于为质量控制装上了“CT扫描仪”,将事后补救转向过程预防。
自动化扫描:构建可追溯的全尺寸质量档案
以汽车零部件供应商的压铸件全检为例。传统抽检无法覆盖所有批次的一致性,而引入自动化三维扫描站后,可实现每个工件关键尺寸与形位的100%检测。数据直接上传至MES系统,实时生成统计过程控制(SPC)报告,在将检测时间从数小时压缩至几分钟的同时,构建了可追溯的全尺寸质量档案,为工艺优化提供了数据基石。

产线级稳定:硬件适应性与软件算法的深度协同
技术演进的焦点,正从单纯追求“更高的单点精度”转向“产线级的稳定与效率”。新一代工业三维成像扫描仪的演进方向,正如启源视觉所聚焦的,必须攻克车间振动、温差变化等复杂环境下的测量稳定性难题,并适应被测物体表面反光、深色材质。其价值超越硬件本身,核心在于深度集成的软件算法能否将三维扫描点云数据无缝对接至企业的质量管理流程,减少人工干预,直接输出符合行业标准的检测报告。

对于制造业的技术与采购决策者而言,评估三维扫描方案时,技术参数只是起点。真正的考量在于它能否嵌入现有产线节拍,能否与机器人、自动化轨道协同,以及软件是否支持定制化检测模板与数据接口。设备供应商的角色,也从单纯的硬件提供商,转变为需要深入理解冲压、焊接、铸造等具体工艺的解决方案伙伴。
从抽检到全检,从离线到在线,三维成像扫描仪正在重塑制造质量控制的逻辑。它的普及不再是一个技术问题,而是一个关乎效率、数据与竞争力的战略决策。当每一个工件都能拥有自己的三维“数字体检报告”时,制造的精益与可靠才真正拥有了可量化的基石。





