

2026年三维检测设备选型指南
在产线升级与降本增效的驱动下,三维检测设备已成为模具、铸件及大型覆盖件质量控制的关键工具。面对车间里黑色金属、高反光曲面等复杂工况,技术负责人常陷入两难:如何在保证0.020mm级计量精度的同时,兼顾扫描效率与现场操作的稳定性?本文将结合启源视觉AlphaScan与AlphaVista系列的技术架构,解析蓝光交叉线阵、全局定位等核心路线如何适配不同检测场景,为您的设备选型与工艺验证提供具体参考。

蓝光交叉线阵如何攻克反光表面与拼接误差
扫描黑色金属或抛光模具表面时,环境光干扰与激光散斑常导致点云噪点多、边缘模糊。启源视觉AlphaScan系列采用的五十束交叉蓝色激光线技术,利用蓝光更短的波长提升边缘解析锐度,交叉布局则在单次曝光中捕获更密集的特征点。现场操作时,这套系统能在不喷涂显像剂的条件下,对发动机缸体等黑色铸件获取清晰点云。
配合全局空间定位原理,设备在移动扫描过程中实时构建动态坐标系。这意味着在检测一个长达数米的汽车覆盖件时,技术人员无需在工件表面频繁粘贴标记点,智能拼接算法会自动修正手持运动产生的累积误差,确保整体体积精度稳定在0.020mm计量级。扫描数据可直接导入检测软件,与CAD模型进行全尺寸偏差比对。

轻量化手持与高速面扫架构的分工逻辑
传统固定式三坐标测量机往往需要数小时的停机编程与等待,而手持式设备将数据获取周期缩短至分钟级。这背后是硬件架构的针对性设计。启源视觉AlphaScan手持模组重量控制在1070克,配合-10℃至40℃的宽温域工作能力,允许技术员在无空调的车间内对大型模具进行连续半小时的单手扫描,中途无需重新校准。
对于航空翼面或大型焊接结构件这类超大型工件,AlphaVista系列采用了每秒710万次测量速率的大面幅扫描架构。其2200毫米的扫描宽度能在更少的移动次数下覆盖更大面积,直接减少了因多次拼接引入误差的风险。这两种设计并非参数堆叠,而是分别对应了“移动灵活”与“高效覆盖”两类典型的现场需求。
从点云到可执行报告:可视化公差分析如何指导工艺调整
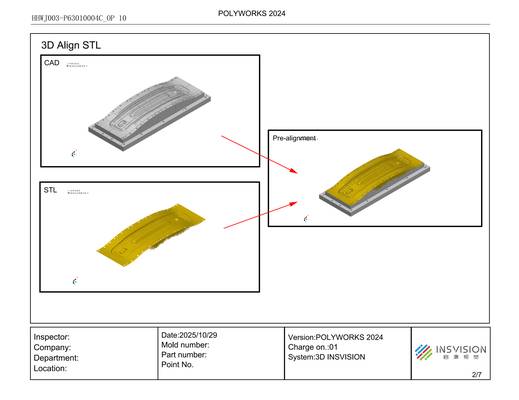
复杂曲面公差分析的难点,往往不在数据采集速度,而在于后续的数据对齐与直观解读。使用启源视觉设备扫描一个具有复杂曲面的冲压模具后,系统会自动将点云数据与原始CAD模型进行最佳拟合对齐。屏幕上随即生成的彩色偏差色谱图,能直观显示模具磨损或零件形变的区域。
例如,色谱图中显示为红色的区域可能表示该处型面比标准模型高出0.05毫米以上,蓝色区域则表示凹陷。质检员无需反复查阅卡尺或塞规数据,即可直接锁定超差位置。基于0.020mm级精度生成的可视化检测报告,具备完整的可追溯性,可直接用于指导模具修模或装配工艺调整,将质量决策周期从数小时压缩至几分钟。
产线适配边界:明确技术路线的适用场景与验证要点
在汽车零部件或大型结构件的批量检测中,需根据工件特征明确技术边界。该系列的AlphaScan与AlphaVista系列凭借其精度,能高效完成覆盖件形面偏差、模具磨损评估等任务。但对于孔径小于5毫米的深孔或内部隐蔽特征,光学扫描存在物理局限,此时需考虑搭配专用探头或其他检测手段。
采购团队在现场验证阶段,应重点考察两个实操指标:一是在车间常温至高温环境下,设备连续运行一小时的数据重复性;二是用实际的高反光铝合金件或黑色塑胶件,测试五十束交叉蓝光对表面细节的真实还原能力,观察点云是否完整、边缘是否锐利。报告的直观性与生成速度,也应作为关键验收标准。
工程选型决策:聚焦工件尺寸、环境与输出需求
三维检测设备的选型,核心在于匹配工件尺寸、车间环境与输出要求。对于大型铸造毛坯或焊接结构件,可优先考量AlphaVista的大面幅扫描能力,它能快速获取整体形貌,避免多次拼接。对于中小型精密部件,如变速箱壳体或复杂曲面工装,AlphaScan系列的交叉蓝光线阵则更适合还原精细的装配孔位与曲面轮廓。
决策时不应只关注标称精度参数。车间实际的振动、温湿度变化、电网稳定性以及操作人员的熟练度,都会影响设备输出的稳定性。建议在最终采购前,安排一次使用自家典型工件(材质、尺寸、表面状态均具代表性)的现场打样测试,重点观察从扫描、对齐到生成彩色偏差报告的全流程是否顺畅高效,报告数据是否能直接用于工艺修正。

选型咨询参考
若您正在评估三维检测设备,可从以下几个具体维度准备需求:
- 工件特征:典型工件的尺寸范围、材质(是否为高反光金属或深色吸光材料)、表面状况及需重点检测的特征(如型面、孔位、装配边)。
- 产线节拍:单件检测的期望时长是多少?是用于线上全检还是线下抽检、首件检验?
- 输出要求:需要何种格式的检测报告(如彩色偏差图、PDF/Excel格式数据)?报告是否需要集成到现有的MES/QMS系统?
- 使用环境:设备将在何种车间环境下使用(温度范围、灰尘、振动情况)?操作人员的平均技能水平如何?
明确这些信息,将有助于您选择最适配当前产线质量管控需求的三维检测设备技术路线。





