
Karmaşık Geometrilerde İlk Parça Denetimini Saatlerden Dakikalara İndiren Tarama Cihazı 3D Yaklaşımı
Bir otomotiv aktarma organı tedarikçisinin işleme hattını düşünün. Döküm sonrası işlenmiş bir şanzıman gövdesi, onlarca delik, kanal, sızdırmazlık yüzeyi v
Tipik Üretim Hattı Koşulları ve Karşılaşılan Kısıtlar
Bir otomotiv aktarma organı tedarikçisinin işleme hattını düşünün. Döküm sonrası işlenmiş bir şanzıman gövdesi, onlarca delik, kanal, sızdırmazlık yüzeyi ve montaj referans düzlemi içeriyor. İlk parça denetimi için CMM operatörü, parçayı fikstüre bağlıyor, probu sırayla her bir kritik noktaya yönlendiriyor.
Bu süreç, karmaşık bir gövde için 45 dakika ile 2 saat arasında sürebiliyor. Elde edilen veri ise birkaç yüz noktadan ibaret; yüzeyin bütünsel formu, dalgalılığı veya ara bölgelerdeki çökme/şişme gibi sapmalar hakkında fikir vermiyor.
Aynı hatta, parlatılmış kalıp yüzeyleri veya ince sac kaynaklı montajlar söz konusu olduğunda, yansıma ve kenar kaçakları ölçüm gürültüsünü artırıyor. Kalite mühendisi, “parça CAD ile ne kadar örtüşüyor?” sorusuna tam yanıt alamadan sevkiyat onayı vermek zorunda kalıyor.

Öne çıkan noktalar
- Bir otomotiv aktarma organı tedarikçisinin işleme hattını düşünün.
- Bu tür kısıtları aşmak için benimsenen yaklaşım, optik üçgenleme ve lazer hat teknolojisine dayalı bir tarama cihazı 3d sistemini, mevcut kalite…
- Bir tarama cihazı 3d çözümünün günlük kalite döngüsüne entegrasyonu, aşağıdaki dört aşamada gerçekleşiyor.
- INSVISION tarayıcıları, optik üçgenleme ve lazer hat teknolojisini bir araya getirerek, yukarıda tanımlanan zorlu yüzey koşullarında dahi sprey…
Havacılık MRO tarafında ise durum daha da kritik. Bir türbin kanadının servis sonrası geometrik bütünlüğü, yalnızca belirli profillerden alınan kesit ölçümleriyle doğrulanmaya çalışılıyor. Oysa kanat yüzeyindeki lokal aşınma, erozyon veya darbe izleri, noktasal ölçümlerin arasında kalarak gözden kaçabiliyor.
Her iki senaryoda da ortak talep aynı: Parçanın tam yüzey geometrisini, üretim ortamında, kısa sürede ve güvenilir doğrulukla sayısallaştırabilmek.

Çözümün Temel Tasarım Mantığı
Bu tür kısıtları aşmak için benimsenen yaklaşım, optik üçgenleme ve lazer hat teknolojisine dayalı bir tarama cihazı 3d sistemini, mevcut kalite döngüsüne entegre etmekten geçiyor. Amaç, CMM’in yerini almak değil; onun üretemediği tam alan verisini sağlayarak karar kalitesini yükseltmek.
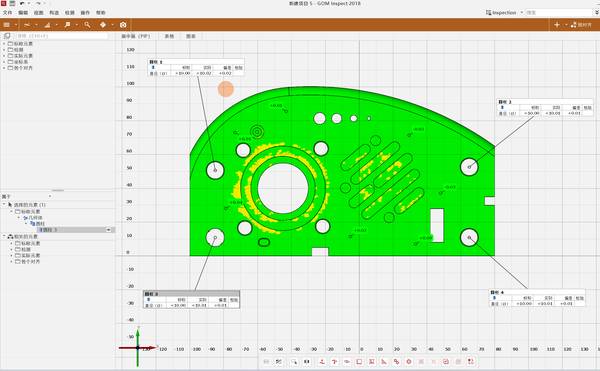
Sistem, parça yüzeyine lazer çizgisi düşürüyor, kameralar bu çizginin deformasyonunu algılıyor ve her geçişte milyonlarca noktadan oluşan bir nokta bulutu oluşturuyor. Ardından bu bulut, CAD model ile çakıştırılarak renkli sapma haritaları üretiliyor.
Böylece mühendis, parçanın neresinin tolerans dışına çıktığını, neresinde çökme veya şişme olduğunu tek bakışta görebiliyor.
Bu çözümün üretim hattında anlam kazanması için üç koşul öne çıkıyor: Cihazın, yansıtıcı yüzeylerde dahi sprey gibi yardımcı malzemeye ihtiyaç duymadan çalışabilmesi; tarama hızının, ilk parça denetim süresini darboğaz olmaktan çıkaracak düzeyde olması;
ve doğruluk değerlerinin, atölye ortamında dahi metroloji referanslarıyla örtüşmesi.
Uygulama Adımları: Hazırlıktan Raporlamaya
Bir tarama cihazı 3d çözümünün günlük kalite döngüsüne entegrasyonu, aşağıdaki dört aşamada gerçekleşiyor.

- Referans parça ile doğrulama
Üretim hattından, toleransları bilinen bir parça seçiliyor. Bu parça, hem CMM hem de INSVISION tarayıcı ile ölçülüyor. Tarayıcı, parçayı üç farklı konumlandırmayla tarıyor; elde edilen nokta bulutları, CMM referans verisiyle karşılaştırılıyor.
Bu adım, cihazın atölye koşullarındaki tekrarlanabilirliğini ve doğruluğunu teyit etmek için kritik.
- Tarama stratejisinin belirlenmesi
Parçanın geometrisine göre tarama açıları, döner tabla kullanımı ve birleştirme yöntemi tanımlanıyor. Derin cepler veya ters açılı bölgeler için ek pozisyonlar ekleniyor.
INSVISION tarayıcılarının sunduğu 0,073 mm nokta doğruluğu ve 0,1 mm ± 0,015 mm/m hacim doğruluğu, bu aşamada referans alınan metroloji değerleriyle örtüştüğü sürece anlam kazanıyor.

- Tarama ve veri işleme
Operatör, cihazı parça etrafında hareket ettirerek veya otomatik bir konumlandırıcı yardımıyla taramayı tamamlıyor. Ham nokta bulutu, gürültü ayıklama ve hizalama algoritmalarından geçiriliyor. Ardından CAD model ile çakıştırma yapılarak sapma haritası oluşturuluyor.
Bu harita, GD&T tanımlarıyla ilişkilendirilerek kritik boyutların durumu özetleniyor.
- Raporlama ve karar
Sapma haritası ve kritik ölçüm değerleri, PDF veya etkileşimli bir rapor olarak kalite onay sürecine sunuluyor. Mühendis, parçanın hangi bölgesinin kabul sınırında olduğunu, hangi bölgenin net bir şekilde tolerans dışı kaldığını görerek düzeltici aksiyon başlatabiliyor.
INSVISION Tarayıcılarının Bu Senaryodaki Karşılığı
INSVISION tarayıcıları, optik üçgenleme ve lazer hat teknolojisini bir araya getirerek, yukarıda tanımlanan zorlu yüzey koşullarında dahi sprey kullanımını büyük ölçüde ortadan kaldıracak bir ölçüm kararlılığı sunuyor. Cihazın kompakt yapısı, doğrudan üretim hattının yanında konumlandırılmasına imkân tanıyor;
böylece parçaların ölçüm odasına taşınmasından kaynaklanan zaman kaybı ve lojistik karmaşa ortadan kalkıyor. Tarama hızı, bir şanzıman gövdesinin tam yüzey verisini, CMM ile alınan noktasal veri süresine yakın bir zamanda elde etmeye yetiyor.
Üstelik operatör, tarama sonucunu anında sapma haritası olarak gördüğü için, ölçüm stratejisini anlık olarak uyarlayabiliyor.
Bu yetenekler, INSVISION cihazlarını yalnızca bir tersine mühendislik aracı olmaktan çıkarıp, günlük üretim kalite döngüsünün ayrılmaz bir parçası haline getiriyor.
İlk parça denetiminden seri üretim sapma analizine, periyodik proses yeterlilik çalışmalarından tedarikçi parça onayına kadar uzanan bir kullanım yelpazesi ortaya çıkıyor.
Gözlemlenebilir Etkiler
Sahadaki geri bildirimler, bu yaklaşımın üç alanda belirgin iyileşme sağladığını gösteriyor:

- Denetim kapsamı genişliyor: CMM ile yalnızca birkaç yüz nokta ölçülürken, tarama cihazı 3d ile milyonlarca nokta elde ediliyor. Bu sayede, daha önce gözden kaçan yüzey form hataları ve lokal sapmalar tespit edilebiliyor.
- Karar süresi kısalıyor: Tam alan verisi, sapma haritası üzerinden anında yorumlanabildiği için, “parça kabul edilebilir mi?” sorusuna verilen yanıt hızlanıyor. İlk parça onay döngüsü, saatler mertebesinden dakikalar mertebesine inebiliyor.
- Proses geri beslemesi güçleniyor: Sapma haritaları, işleme merkezi veya kalıp ayarları için doğrudan görsel bir girdi oluşturuyor. Operatör, hangi bölgede takım aşınması veya sıcaklık kaynaklı bir sapma olduğunu kolayca yorumlayabiliyor.
Benzer Koşullara Sahip İşletmeler İçin Uyarlanabilirlik
Bu senaryo, yalnızca büyük ölçekli otomotiv veya havacılık tesisleriyle sınırlı değil. Aşağıdaki koşullardan birkaçını taşıyan her üretim ortamı, benzer bir tarama cihazı 3d entegrasyonundan fayda sağlayabilir:
- Parça geometrisi, CMM
Hangzhou Insvision Technology Co., Ltd.
Adres: Çin, Zhejiang, Hangzhou, Yuhang Bolgesi, Liangmu Yolu No. 1399, Bina 1, 311121