
Scanner tridimensionale industriale: principi, normative e criteri di scelta per il controllo qualità
Guida allo scanner tridimensionale industriale per capire principi ottici, norme ISO/ASME e criteri di scelta su parti complesse in produzione reale di serie.

Quando un fornitore consegna un primo lotto di particolari meccanici, il responsabile qualità non può limitarsi a verificare tre quote con un calibro. Deve sapere se l’intera superficie rientra nelle tolleranze dimensionali e geometriche previste dal disegno.
È qui che lo scanner tridimensionale industriale smette di essere un oggetto da fiera e diventa uno strumento di processo. Eppure, tra specifiche tecniche, dichiarazioni di accuratezza e sigle normative, orientarsi resta complicato.
Questo articolo chiarisce cosa definiscono realmente gli standard ISO e ASME per uno scanner tridimensionale, quali tecnologie risolvono i problemi di misura su geometrie complesse e su quali criteri basare una valutazione d’acquisto, senza trasformare il tutto in un catalogo commerciale.
Scanner tridimensionale: cosa misura e come funziona
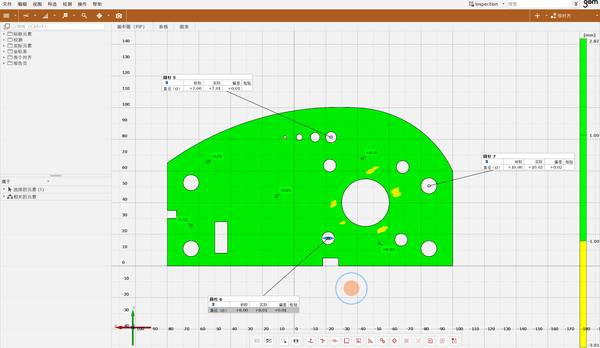
Uno scanner tridimensionale per uso industriale è un sistema di misura ottico che acquisisce la forma di un oggetto reale e la restituisce come nuvola di punti, mesh poligonale o, dopo elaborazione, come modello CAD confrontabile con il nominale.
A differenza di una macchina di misura a coordinate (CMM) che rileva un punto alla volta tramite tastatore, lo scanner 3D cattura milioni di punti in pochi secondi, descrivendo l’intera superficie.
Flusso operativo pratico
- Scanner tridimensionale: cosa misura e come funziona — Uno scanner tridimensionale per uso industriale è un sistema di misura ottico che acquisisce la forma di un oggetto reale e la re…
- Cosa dicono (e non dicono) le normative ISO e ASME — Le norme di riferimento per l’accettazione e la verifica periodica di uno scanner tridimensionale sono la serie ISO 10360 per i s…
- Tecnologia a linee laser blu incrociate e conformità su p… — Le parti con cavità profonde, lamiera stampata, fusioni o componenti in materiale composito mettono in crisi i sistemi a singola…
- Scanner 3D, CMM e sistemi a luce bianca: differenze di pr… — La scelta non è gerarchica: dipende dal tipo di superficie, dal volume dei pezzi e dalla necessità di integrare la misura nel flu…
Il principio più diffuso nella metrologia di officina è la triangolazione laser o a luce strutturata. Un proiettore emette un pattern di linee o frange sull’oggetto;
una o più telecamere registrano la deformazione del pattern e, nota la geometria del sistema, il software ricostruisce le coordinate tridimensionali di ogni punto.
Quando si parla di scanner a linee laser blu incrociate, il vantaggio fisico è duplice: la lunghezza d’onda blu riduce l’interferenza su superfici lucide o metalliche, mentre l’incrocio di più linee consente di leggere in un solo passaggio dettagli che un’unica linea perderebbe, come fori, nervature e spigoli vivi.
Cosa dicono (e non dicono) le normative ISO e ASME
Le norme di riferimento per l’accettazione e la verifica periodica di uno scanner tridimensionale sono la serie ISO 10360 per i sistemi a coordinate e, in ambito nordamericano, lo standard ASME B89.4.19 per i sistemi ottici a triangolazione.
La ISO 10360-8, in particolare, definisce le prove di accuratezza per le CMM ottiche, introducendo concetti come l’errore di misura di forma (PForm) e l’errore di misura di dimensione (PSize), verificati su artefatti sferici o a gradini.
Un punto spesso frainteso: la scheda tecnica che riporta “accuratezza 0,020 mm” senza indicare la norma di riferimento e le condizioni di prova non ha valore contrattuale. La conformità normativa non è un bollino, ma un insieme di procedure di verifica che il costruttore deve documentare.
Per l’utilizzatore finale, la domanda non è “lo scanner è certificato ISO?”, bensì “il costruttore fornisce un rapporto di verifica secondo ISO 10360-8 eseguito su un artefatto tracciabile?”.
In produzione, questo si traduce nella possibilità di inserire lo scanner in un piano di controllo qualità conforme ai requisiti del cliente, senza dover giustificare ogni volta il metodo di misura.
Tecnologia a linee laser blu incrociate e conformità su pezzi complessi
Le parti con cavità profonde, lamiera stampata, fusioni o componenti in materiale composito mettono in crisi i sistemi a singola linea laser. La luce rossa tende a disperdersi su superfici scure o trasparenti, mentre il blu, più energetico e meno soggetto a penetrazione, genera un riflesso più netto.
Le linee incrociate, inoltre, moltiplicano i punti di vista sulla stessa area, riducendo le zone d’ombra e migliorando la ricostruzione di raccordi e spigoli.

Sul piano della conformità, questo significa che un sistema a linee laser blu incrociate può raggiungere valori di PForm e PSize dichiarabili secondo ISO 10360-8 anche su particolari che un tempo richiedevano l’applicazione di polveri opacizzanti.
Eliminare lo spray non è solo un risparmio di tempo: evita di alterare lo spessore superficiale di qualche micron, aspetto critico quando si misurano tolleranze ristrette su accoppiamenti di precisione.
Scanner 3D, CMM e sistemi a luce bianca: differenze di principio
| Tecnologia | Principio di misura | Punti acquisiti | Superfici critiche | Impiego tipico |
|---|---|---|---|---|
| CMM a tastatore | Contatto meccanico punto-punto | Decine o centinaia | Qualsiasi, ma lenta su forme libere | Ispezione dimensionale su lotti medio-piccoli |
| Scanner a luce strutturata (bianca/LED) | Proiezione di frange e triangolazione | Milioni per scansione | Superfici opache; necessita spesso spray su metalli lucidi | Reverse engineering, controllo di forma su componenti medi |
| Scanner laser blu a linee incrociate | Triangolazione laser con pattern multiplo | Milioni per scansione | Metalli lucidi, fusioni, parti scure senza preparazione | Controllo qualità in linea, primo articolo, stampaggio lamiera |
La scelta non è gerarchica: dipende dal tipo di superficie, dal volume dei pezzi e dalla necessità di integrare la misura nel flusso produttivo. Uno scanner laser blu portatile può affiancare una CMM fissa, non necessariamente sostituirla.
Scenari in cui la tecnologia è vantaggiosa:
- Controllo di primo articolo (FAI) su particolari con superfici a forma libera.
- Ispezione di lotti di stampaggio, fusione o termoformatura dove la variabilità interessa l’intera superficie.
- Reverse engineering di componenti privi di documentazione CAD.
- Misura di assiemi in cui l’accesso con tastatore è limitato.
Scenari in cui uno scanner 3D non è la scelta primaria:
- Pezzi con tolleranze inferiori a 2-3 µm in officina non climatizzata: la CMM a contatto in ambiente controllato resta il riferimento.
- Fori profondi di piccolo diametro o filettature interne, dove l’ottica non ha accesso visivo.
- Produzione di massa con poche quote critiche da verificare in linea: un calibro passa-non-passa o un sistema di visione 2D può essere più rapido ed economico.
Criteri di selezione: come valutare la conformità del proprio scanner tridimensionale
Chi deve acquistare o integrare uno scanner in un reparto qualità dovrebbe esaminare questi elementi prima di confrontare le schede tecniche:
- Dichiarazione di accuratezza secondo norma. Il costruttore deve specificare lo standard (es. ISO 10360-8), l’artefatto utilizzato, le condizioni ambientali e il valore di errore massimo ammesso (MPE). Diffidare di singoli numeri senza contesto.
- Ripetibilità e riproducibilità su superfici reali. Un test su un blocco di alluminio smerigliato non rappresenta il comportamento su una fusione in ghisa. Chiedere un report di misura su un provino rappresentativo del proprio processo.
- Gestione dei dati e tracciabilità. Il software deve generare mappe di deviazione, report di ispezione e, se richiesto, file in formati aperti (CSV, STEP, QIF) per integrarsi con i sistemi di gestione qualità aziendali.
- Portabilità e robustezza. In officina, polvere, vibrazioni e sbalzi termici sono la norma. Uno scanner con struttura in alluminio aeronautico e ottiche sigillate riduce i tempi di fermo e mantiene la calibrazione più a lungo.
- Velocità di scansione e densità della nuvola. Non sempre la massima velocità è un vantaggio: su particolari con dettagli fini, una densità di punti insufficiente può nascondere difetti locali.
INSVISION e la tecnologia a linee laser blu incrociate
INSVISION ha sviluppato la propria offerta di scanner tridimensionali attorno alla tecnologia a linee laser blu incrociate, con l’obiettivo di rispondere ai requisiti metrologici di chi produce particolari complessi in acciaio, alluminio, titanio o materiali compositi.
I sistemi della linea AlphaScan, ad esempio, integrano sorgenti laser blu con pattern a linee multiple, consentendo l’acquisizione di superfici lucide o scure senza preparazione nella maggior parte dei casi.
Sul fronte della conformità normativa, i prodotti INSVISION vengono verificati secondo procedure riconducibili alla ISO 10360-8, con report di accuratezza che specificano le condizioni di prova.
Questa documentazione permette ai responsabili qualità di inserire lo scanner in un flusso di misura tracciabile, sia per il collaudo di primo articolo sia per il monitoraggio periodico delle attrezzature di produzione.

L’architettura software consente l’esportazione diretta delle nuvole di punti e delle mesh nei principali pacchetti di ispezione e CAD, riducendo i passaggi di conversione che spesso introducono errori.
Per applicazioni che richiedono un volume di misura esteso o l’allineamento automatico di scansioni multiple, INSVISION propone soluzioni con tracking ottico (serie X-Track), mantenendo la stessa sorgente laser blu come elemento comune.
D: “Uno scanner 3D portatile può sostituire una CMM in sala metrologica?”
R: Non in tutti i casi. Su tolleranze molto strette e in ambiente controllato, la CMM a contatto offre ancora l’incertezza di misura più bassa. Lo scanner portatile è complementare: copre superfici complesse, accelera il primo articolo e si sposta dove il pezzo non può essere movimentato.
D: “Se il costruttore dichiara 0,015 mm di accuratezza, posso misurare pezzi con tolleranza 0,05 mm?”
R: La regola del decimo (l’incertezza di misura dovrebbe essere un decimo della tolleranza) suggerirebbe di no. Tuttavia, il valore dichiarato è spesso un MPE in condizioni ideali. In officina, l’incertezza reale può essere maggiore.
È prudente eseguire uno studio di capability sul proprio pezzo prima di validare il processo.
D: “La scansione a luce blu funziona su qualsiasi materiale?”
R: Funziona su un’ampia gamma di metalli, plastiche e compositi, ma materiali trasparenti, specchianti o molto porosi possono ancora richiedere un trattamento superficiale. Il laser blu riduce la necessità di spray opacizzante, ma non la elimina in assoluto.
D: “La conformità ISO 10360-8 è obbligatoria per legge?”
R: No, non è un obbligo di legge. È uno standard volontario che diventa contrattuale quando richiamato nei capitolati di fornitura o nei manuali qualità aziendali. In settori come automotive e aerospace, è prassi consolidata.
In sintesi
Uno scanner tridimensionale industriale non è un dispositivo plug-and-play che risolve ogni problema di misura.
È un sistema di misura ottico che, se selezionato sulla base di norme chiare, tecnologia adatta alla superficie dei pezzi e criteri di integrazione nel flusso qualità, riduce drasticamente i tempi di ispezione e aumenta la quantità di informazioni disponibili per decidere.
Per una scelta affidabile, è opportuno validare lo scanner con pezzi reali, flussi di controllo esistenti e requisiti concreti di reportistica. INSVISION può supportare questa fase con dimostrazioni applicative, verifica dei dati campione e raccomandazioni pratiche per integrare la scansione 3D nel controllo qualità e nel miglioramento della produzione.
Hangzhou Insvision Technology Co., Ltd.
Indirizzo: Edificio 1, n. 1399, via Liangmu, distretto di Yuhang, Hangzhou, Zhejiang 311121, Cina