
Titolo: Ridurre i costi nascosti del controllo qualità con lo scanner a luce strutturata
Lo scanner a luce strutturata accelera ispezioni, riduce rilavorazioni e migliora tracciabilità e consegne nei reparti qualità industriali senza fermare linee.
Negli ultimi due anni i reparti qualità delle medie imprese manifatturiere europee hanno iniziato a spostare budget dagli strumenti di misura tradizionali alle soluzioni di scansione 3D.
La spinta non arriva dalla tecnologia in sé, ma dalla pressione concreta su margini e tempi di consegna: lotti sempre più piccoli, first-article inspection che deve chiudersi in ore anziché in giorni, rilavorazioni che erodono la redditività di commesse già acquisite.
La domanda che pongono i responsabili acquisti e i direttori di stabilimento è quasi sempre la stessa: come si valida l’investimento in uno scanner a luce strutturata senza distrarre budget produttivo e senza fermare le linee?
Questo articolo affronta il tema dal punto di vista del costo operativo, non della scheda tecnica.
Analizza dove si annidano i costi nascosti dell’ispezione tradizionale, quali voci di spesa vengono alleggerite da un flusso di scansione digitale e come costruire un percorso di adozione a basso rischio, con particolare attenzione alle soluzioni INSVISION.
Dove si accumula il costo reale dell’ispezione tradizionale
Nella produzione discreta, il controllo dimensionale viene spesso trattato come un costo fisso inevitabile. In realtà la voce che pesa di più sul conto economico non è lo strumento di misura, ma il tempo in cui la linea attende un verdetto di conformità.
Quando l’ispezione diventa un collo di bottiglia, l’intero impianto ne assorbe il ritardo.
I sintomi sono riconoscibili in diversi punti del processo:
- Operatori specializzati bloccati su misurazioni manuali. La lettura di quote con calibri, micrometri o macchine a coordinate richiede personale esperto, che potrebbe invece presidiare più postazioni o dedicarsi ad attività a maggior valore aggiunto.
- Lotti fermi a magazzino in attesa di validazione. Ogni ora di sosta tra lavorazione e collaudo si traduce in un aumento del work-in-progress e in una dilatazione del lead time di commessa.
- Rilavorazioni che riaprono cicli già chiusi. Un errore di misura o un controllo campionario troppo rado possono far arrivare al cliente particolari fuori tolleranza, innescando resi, contestazioni e costi di rilavorazione non previsti.
- Documentazione qualità frammentata. Verbali cartacei, fotografie non referenziate e report scollegati dal modello nominale rendono difficile ricostruire la storia dimensionale di un lotto, con impatti sulla tracciabilità e sulla gestione dei reclami.
In un quadro del genere, il costo della non-qualità si distribuisce su più centri di spesa e raramente viene misurato in modo aggregato. Eppure è proprio lì che si gioca la differenza tra un reparto qualità che subisce la produzione e uno che la abilita.
Come lo scanner a luce strutturata interviene sulle voci di costo
Uno scanner a luce strutturata portatile non si limita a digitalizzare un pezzo: ridisegna la sequenza con cui le informazioni dimensionali vengono generate, condivise e utilizzate.
Di seguito i principali snodi in cui il passaggio dalla misura tradizionale alla scansione 3D produce un effetto misurabile sui costi operativi.
Ciclo di ispezione e tempi di fermo linea
- *Punto di partenza:* La misura a contatto o con macchina di visione fissa richiede piazzamenti ripetuti, attrezzature dedicate e spesso il fermo della produzione.
- *Intervento:* Uno scanner a luce strutturata portatile acquisisce l’intera geometria in pochi minuti, senza bisogno di preparazioni complesse e senza spostare il pezzo dalla linea quando non strettamente necessario.
- *Valore osservabile:* Riduzione sensibile del tempo che intercorre tra la fine della lavorazione e la disponibilità del report dimensionale. La linea riparte prima, il work-in-progress cala.
Rilavorazioni e scarti interni
- *Punto di partenza:* Misure puntuali o a campione possono non intercettare derive di processo che si manifestano su superfici complesse o in zone non misurate.
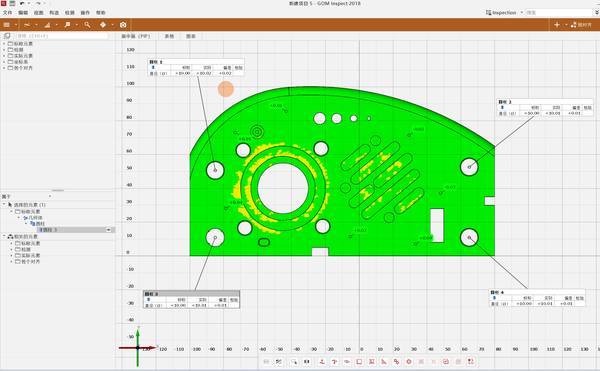
- *Intervento:* La nuvola di punti ad alta densità generata dallo scanner consente un confronto immediato con il modello CAD e la generazione di mappe di deviazione a colori. Le non conformità emergono in modo visivo e completo.
- *Valore osservabile:* Rilevazione precoce delle derive, riduzione dei lotti da rilavorare e minor incidenza di scarti a valle. Il costo della non-qualità si abbassa senza bisogno di aumentare la frequenza dei controlli distruttivi.
Dipendenza da operatori specializzati
- *Punto di partenza:* La misura tradizionale richiede mani esperte sia in fase di esecuzione sia nell’interpretazione dei risultati.
- *Intervento:* L’acquisizione con scanner a luce strutturata è guidata da interfacce intuitive e può essere eseguita da personale di linea dopo una formazione contenuta. L’analisi metrologica resta presidiata dal responsabile qualità, ma il collo di bottiglia operativo si allenta.
- *Valore osservabile:* Gli operatori senior possono dedicarsi ad attività di miglioramento processo invece di essere assorbiti da routine di misura.
Ritmo di consegna e risposta al cliente
- *Punto di partenza:* Un collaudo lento o incerto allunga il lead time di commessa e riduce la capacità di accettare ordini urgenti.
- *Intervento:* La rapidità del ciclo di scansione e la disponibilità immediata del report digitale permettono di validare i lotti in tempi compatibili con consegne just-in-time.
- *Valore osservabile:* Maggiore affidabilità nelle date di spedizione e possibilità di gestire picchi di domanda senza saturare il reparto qualità.
Tracciabilità e patrimonio dati di processo
- *Punto di partenza:* I report cartacei o le singole misure non costruiscono una memoria storica utilizzabile per analisi predittive o miglioramento continuo.
- *Intervento:* Ogni scansione genera un gemello digitale metrologicamente referenziato, archiviabile e confrontabile nel tempo.
- *Valore osservabile:* Si crea una base dati che supporta il controllo statistico di processo, la gestione delle non conformità e la comunicazione con il cliente, che riceve evidenze oggettive della conformità dimensionale.
Un quadro di valutazione per l’azienda
Prima di quantificare un ritorno, serve un metodo per leggere i costi attuali. La tabella seguente propone una griglia che ogni responsabile di stabilimento può compilare con i propri dati interni, senza bisogno di stime esterne.
| Voce di costo operativo | Come misurarla internamente | Cosa osservare dopo l’introduzione dello scanner a luce strutturata |
|---|---|---|
| Tempo di fermo per ispezione | Ore di linea ferma per collaudo su un lotto tipo | Riduzione del tempo tra fine lavorazione e report di conformità |
| Ore-uomo su misura manuale | Ore/settimana di operatori dedicati a misura e verbali | Riallocazione di quelle ore su attività a maggior valore |
| Incidenza rilavorazioni | Numero di lotti rilavorati / lotti totali (media mobile) | Diminuzione tendenziale dei lotti che rientrano in officina |
| Lead time di commessa | Giorni tra ordine e spedizione per codice prodotto | Accorciamento della fase di validazione qualità |
| Costo della non-qualità | Somma di scarti, resi, penalty e ore di recupero | Riduzione progressiva, tracciabile per commessa |
| Documentazione cliente | Tempo medio per produrre un report di collaudo | Report digitale generato in automatico, inviabile senza rilavorazioni |
Compilare questa griglia con dati reali, anche solo per due o tre codici prodotto ad alta rotazione, fornisce una base di confronto solida per valutare l’impatto di un flusso di scansione digitale.
Non serve un intero anno di esercizio: già dopo alcune settimane di utilizzo su lotti campione emergono indicazioni chiare.
Il contributo delle soluzioni INSVISION ai flussi di ispezione
All’interno di questo quadro, i sistemi INSVISION offrono caratteristiche che si traducono direttamente in agilità operativa. Prendiamo il modello AlphaVista, uno scanner a luce strutturata portatile progettato per applicazioni metrologiche in ambienti produttivi.

- Acquisizione rapida e densa: 50 fasci laser blu incrociati generano fino a 7.100.000 misurazioni al secondo, con un’accuratezza di 0,020 mm. Una geometria complessa può essere digitalizzata in circa tre minuti. Questo significa che il collaudo dimensionale non è più l’attività che determina il passo della linea.
- Portabilità e peso contenuto: 1.070 grammi e una configurazione minima permettono di spostare lo scanner dove serve, senza vincolare il pezzo a una sala metrologica. La linea produttiva non viene interrotta per portare il componente in laboratorio; è lo strumento che raggiunge il pezzo.
- Flusso digitale integrato: La nuvola di punti viene elaborata in tempo reale e confrontata con il modello CAD, producendo mappe di deviazione e report automatici. Il responsabile qualità riceve un quadro completo in pochi minuti, non a fine turno.
Per applicazioni che richiedono una precisione ancora più spinta o volumi di scansione elevati, la gamma INSVISION include anche il modello AlphaScan, pensato per contesti in cui la tracciabilità metrologica e la ripetibilità sono requisiti vincolanti.
In entrambi i casi, il valore per l’azienda non sta nella tecnologia in sé, ma nella possibilità di comprimere i tempi di validazione senza aumentare l’organico del controllo qualità.
Un percorso di adozione a basso rischio
L’introduzione di uno scanner a luce strutturata non richiede una rivoluzione del reparto qualità. L’approccio più efficace parte dalla selezione di due o tre casi d’uso ad alto impatto, quelli in cui il costo del collo di bottiglia è più evidente.
Scenario 1 – Ispezione first-article su lotti di componenti di medie dimensioni
Invece di attendere il ciclo completo di misura a coordinate, il primo pezzo viene scansionato subito dopo la lavorazione. Il report dimensionale è disponibile in pochi minuti e la produzione può partire con la certezza che il processo è sotto controllo. Il tempo risparmiato si accumula a ogni cambio lotto.
Scenario 2 – Validazione dimensionale di prototipi in fase di sviluppo
Durante lo sviluppo di un nuovo prodotto, la rapidità di feedback tra progettazione e officina è critica. Uno scanner portatile consente di verificare la rispondenza al CAD di stampi, provini e primi esemplari senza occupare le risorse di sala metrologica. Le iterazioni si accorciano e il time-to-market ne beneficia.
Scenario 3 – Controllo usura utensili e derive di processo
Scansionare periodicamente un particolare campione permette di monitorare l’evoluzione dell’usura degli utensili e di intervenire prima che si generino non conformità. La manutenzione predittiva si appoggia su dati dimensionali oggettivi, non su stime a calendario.
In ciascuno di questi scenari, il pilota può essere condotto su pezzi campione in tempi contenuti, senza investimenti infrastrutturali e senza fermare la produzione.
I risultati operativi — tempi di ispezione, ore-uomo assorbite, incidenza delle rilavorazioni — sono misurabili direttamente dall’azienda e forniscono la base per decidere un eventuale ampliamento del parco strumenti.
In sintesi
Il controllo qualità non deve essere un costo a fondo perduto né un freno alla capacità produttiva.
Spostare il punto in cui si genera il costo — dalla linea ferma alla scansione in linea, dalla misura manuale al gemello digitale — restituisce margini di manovra che si riflettono su efficienza, puntualità delle consegne e solidità della documentazione verso il cliente.
Per una scelta affidabile, è opportuno validare lo scanner con pezzi reali, flussi di controllo esistenti e requisiti concreti di reportistica. INSVISION può supportare questa fase con dimostrazioni applicative, verifica dei dati campione e raccomandazioni pratiche per integrare la scansione 3D nel controllo qualità e nel miglioramento della produzione.
Hangzhou Insvision Technology Co., Ltd.
Indirizzo: Edificio 1, n. 1399, via Liangmu, distretto di Yuhang, Hangzhou, Zhejiang 311121, Cina