
Как оценивать оптическая 3D метрология для промышленного контроля
Возьмём цех, выпускающий корпусные детали с глубокими пазами, тонкостенными рёбрами и поверхностями свободной формы.
Типичная производственная ситуация и её болевые точки
Возьмём цех, выпускающий корпусные детали с глубокими пазами, тонкостенными рёбрами и поверхностями свободной формы. Контроль первой детали партии по традиционной схеме выглядит так: метролог программирует КИМ, щуп обходит несколько десятков контрольных точек, на что уходят часы.
Если деталь сложная, программа может потребовать доработки. Цех в это время стоит. Межоперационный контроль задерживается, а данные о реальной геометрии поступают с опозданием, когда исправлять отклонения уже поздно.

Критерии выбора и проверки на месте
| Фокус | Критерий решения | Примечание по внедрению |
|---|---|---|
| Типичная производственная ситуация и её болевые точки | Возьмём цех, выпускающий корпусные детали с глубокими пазами, тонкостенными рёбрами и поверхностями свободной формы. | Контроль первой детали партии по традиционной схеме выглядит так: метролог программирует КИМ, щуп обходит несколько десятков контрольных точек… |
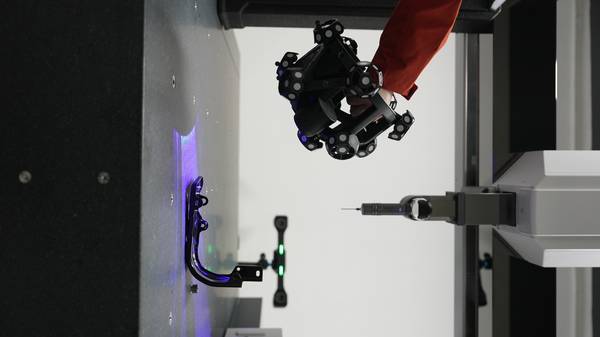
| Как оптическая 3D метрология меняет подход к контролю | В основе решения — структурированный подсвет и алгоритмы искусственного интеллекта, реализованные в системах INSVISION. | В отличие от точечных измерений, сканер захватывает всю поверхность за один проход, генерируя миллионы точек. |
| Пошаговый процесс внедрения | Внедрение оптической 3D метрологии на участке не требует перестройки всего производственного цикла. | Достаточно пройти несколько этапов, чтобы система начала приносить пользу. |
| Почему INSVISION подходит для таких задач | Линейка INSVISION построена на связке структурированного света и AI-алгоритмов, что решает две ключевые проблемы: скорость получения данных и качеств… | Сканер AlphaVista выполняет до 7,1 млн измерений в секунду и захватывает полное поле поверхности за один проход, включая участки, недоступные дл… |
Добавим к этому материалы, создающие проблемы для любых оптических систем: блестящие алюминиевые сплавы, тёмные композитные поверхности, полупрозрачные пластики.
Традиционные сканеры дают облака точек с пропусками, и инженер тратит часы на ручное заполнение дыр или вынужден принимать решения на основе неполной информации.
Контактный же метод на таких поверхностях не страдает от бликов, но физически не может добраться до дна узкого паза или снять профиль аэродинамической кромки с достаточной плотностью точек.
Итог — разрыв между темпом выпуска и темпом контроля, риск пропустить брак и рост незавершённого производства. Инженерам нужен инструмент, который за минуты выдаст полную цифровую модель детали, позволит оценить допуски формы и расположения по GD&T и сразу передать обратную связь наладчику.
Как оптическая 3D метрология меняет подход к контролю
В основе решения — структурированный подсвет и алгоритмы искусственного интеллекта, реализованные в системах INSVISION. В отличие от точечных измерений, сканер захватывает всю поверхность за один проход, генерируя миллионы точек.
Дальше в дело вступает программная среда 3D INSVISION: она автоматически совмещает измеренное облако с CAD-моделью, выполняет выравнивание по базовым элементам и строит цветовую карту отклонений. Инженер видит не просто «годен/не годен», а конкретные поля допусков, зоны ухода размеров и характер деформации.
Модуль SMARPARA Q добавляет полноценный GD&T-анализ: позиционные допуски, профиль поверхности, биение — всё, что требуется для первой статьи или приёмочного контроля.
Результат — не гора сырых точек, а готовый измерительный протокол с цветокодированными сечениями и таблицами отклонений, который можно сразу передать в службу качества или заказчику.
Такой подход убирает ручной перенос данных, исключает ошибки интерпретации и даёт сквозную прослеживаемость от сканирования до подписания отчёта.
Пошаговый процесс внедрения
Внедрение оптической 3D метрологии на участке не требует перестройки всего производственного цикла. Достаточно пройти несколько этапов, чтобы система начала приносить пользу.
- Аудит типовых поверхностей. Специалисты INSVISION рекомендуют начать с пробного сканирования образцов, характерных для вашей номенклатуры. Блестящие, тёмные или прозрачные детали могут потребовать матирования, хотя синие лазерные источники и AI-алгоритмы в составе AlphaVista справляются с большинством металлов без покрытия. На этом этапе выявляются проблемные зоны и подбирается оптимальный режим съёмки.
- Проверка условий в цехе. Оптическая 3D метрология чувствительна к сквознякам и резким перепадам освещения, которые искажают данные при длинных экспозициях. Для крупногабаритных узлов, например в аэрокосмическом MRO, критична компенсация вибраций и работа на расстоянии — здесь важны класс лазера и устойчивость оптического трекинга, как у системы V-Track. Оцените перепады температуры и фоновую засветку на рабочем месте.
- Подготовка CAD-данных. Без чистых исходных моделей и корректных GD&T-аннотаций цифровая инспекция теряет смысл. Убедитесь, что ваши CAD-файлы актуальны и содержат все необходимые допуски. Модуль SMARPARA Q автоматически подхватывает аннотации из CAD, что резко ускоряет создание протоколов.
- Пробный прогон на реальных деталях. Сканирование нескольких серийных деталей в цеховых условиях выявляет большинство потенциальных проблем до запуска системы в постоянную эксплуатацию. На этом этапе отрабатывается методика измерений, и персонал получает первичные навыки.
Почему INSVISION подходит для таких задач
Линейка INSVISION построена на связке структурированного света и AI-алгоритмов, что решает две ключевые проблемы: скорость получения данных и качество сканирования на сложных поверхностях.
Сканер AlphaVista выполняет до 7,1 млн измерений в секунду и захватывает полное поле поверхности за один проход, включая участки, недоступные для контакта. Встроенные алгоритмы восстанавливают геометрию на блестящих и тёмных материалах, исключая пропуски в облаке точек.
Программная среда 3D INSVISION замыкает цифровой цикл: от сканирования до готового протокола с GD&T-анализом. Инженер не переключается между разрозненными утилитами, а работает в едином окне, что снижает вероятность ошибок и ускоряет выпуск заключений.
Для крупногабаритных объектов или измерений вне лаборатории применяется оптический трекинг V-Track, компенсирующий вибрации и смещения.
Что меняется на участке после внедрения
Переход на оптическую 3D метрологию даёт несколько наблюдаемых эффектов, даже если не оперировать точными цифрами экономии. Время получения полной геометрической информации о детали сокращается с часов до минут.
Цветовая карта отклонений, готовая сразу после сканирования, позволяет наладчику оперативно скорректировать программу станка, не дожидаясь формального протокола.
КИМ разгружается и используется только для тех измерений, где контактный метод действительно незаменим, например, для контроля глубоких отверстий малого диаметра с жёсткими допусками.
Служба качества получает цифровой двойник детали, который можно повторно проанализировать в любой момент, не извлекая саму деталь с хранения. Это особенно ценно при разборе рекламаций или при подготовке к аудиту заказчика.
Сквозная прослеживаемость от сканирования до подписания отчёта снижает риск ошибок ручного ввода и ускоряет документооборот.
Где ещё применим такой подход
Описанная схема не привязана к одной отрасли. Любое производство, где есть потребность в быстром контроле сложной геометрии, может использовать аналогичную методику:
- Аэрокосмическая промышленность и MRO. Контроль лопаток, аэродинамических поверхностей, ремонт и восстановление деталей с обратным инжинирингом изношенных участков.
- Автомобилестроение. Измерение кузовных элементов, пластиковых деталей интерьера, контроль сварных соединений.
- Медицинские изделия. Проверка имплантатов и инструментов со сложными органическими формами, где контактный метод неприменим из-за риска повреждения поверхности.
- Литейное и аддитивное производство. Сравнение отливок и выращенных деталей с CAD-моделью для оценки усадки и коробления.
Во всех этих случаях ключевым остаётся принцип: сначала аудит типовых поверхностей и условий, затем пробный прогон, и только после этого — интеграция в рабочий процесс. Такой подход минимизирует риски и позволяет получить от оптической 3D метрологии максимум пользы.
Резюме
Оптическая 3D метрология не отменяет координатные измерения, а дополняет их там, где скорость и полнота данных важнее единичной сверхвысокой точности.
Системы INSVISION, объединяющие структурированный свет, AI-восстановление геометрии и встроенный GD&T-анализ, позволяют службам качества перейти от точечного контроля к цифровому двойнику детали, готовому за минуты.
Для инженера-технолога это означает, что обратная связь в цех поступает не через сутки, а сразу после сканирования, а КИМ перестаёт быть бутылочным горлышком и возвращается к тем задачам, для которых она действительно необходима.
Hangzhou INSVISION Technology Co., Ltd.
Адрес: Китай, провинция Чжэцзян, Ханчжоу, район Юйхан, Liangmu Road 1399, корпус 1, 311121