
3D сканирование деталей: практические критерии для производственных кома
3D-сканирование деталей в серийном производстве: переход от ручных замеров к цифровому двойнику, ускорение контроля по GD&T и внедрение систем INSVISION.
Типичные условия и ключевые ограничения традиционных измерений
В механообрабатывающем цехе за смену через контроль проходит несколько десятков сложных корпусных деталей. Измерение микрометром или координатно-измерительной машиной (КИМ) даёт лишь дискретные точки.
Инженеру нужна полная цифровая модель, чтобы оценить отклонения по всем функциональным поверхностям, проверить допуски формы и расположения и принять решение о подналадке станка. Традиционные методы оставляют мёртвые зоны — именно там часто прячутся отклонения формы, которые не ловятся стандартными GD&T-замерами.
Критерии выбора и проверки на месте
| Фокус | Критерий решения | Примечание по внедрению |
|---|---|---|
| Типичные условия и ключевые ограничения традиционных из… | В механообрабатывающем цехе за смену через контроль проходит несколько десятков сложных корпусных деталей. | Измерение микрометром или координатно-измерительной машиной (КИМ) даёт лишь дискретные точки. |
| Как 3D-сканирование замыкает контрольный цикл | Решение строится на переходе от точечных замеров к сплошной оцифровке. | Система 3D-сканирования деталей собирает миллионы точек за один проход, полностью описывая геометрию, включая поднутрения и глубокие полости, ку… |
| Пошаговое внедрение в производственный процесс | Опираясь на опыт развёртывания на участке контроля готовой продукции у поставщика автомобильных компонентов, можно выделить несколько этапов, которые… | Такой прагматичный чек-лист — от поведения на реальных деталях до виброустойчивости и времени обучения — даёт уверенность, что 3D-сканирование д… |
| Почему оборудование INSVISION решает именно эти задачи | В описанных сценариях критичны три фактора: способность работать с неподготовленными поверхностями, скорость сбора полного облака точек и бесшовная и… | Системы INSVISION закрывают эти требования на аппаратном и программном уровне. |
На штамповочной линии поставщика первого уровня инженер по качеству проверяет кронштейн двигателя со сложными криволинейными поверхностями и глубокими карманами. КИМ проходит по заданной траектории, но между точками остаются разрывы.
Ручной инструмент — радиусные шаблоны, нутромеры — не даёт воспроизводимых результатов на свободных поверхностях. Когда сроки поджимают, а служба запуска требует полный отчёт по первому изделию уже к утренней планёрке, традиционный подход перестаёт справляться.
Главное ограничение — разреженность данных. Сложная геометрия с переменной кривизной требует сотен тысяч точек для корректной оценки отклонений профиля или биения.
Традиционные измерения оставляют пробелы, которые приходится закрывать допущениями при моделировании или пропускать в протоколе — это прямой риск для последующей сборки. Вторая проблема — скорость.
Полный обмер оснастки или детали с organo-подобными формами может занять смену, а то и две, особенно если нужна оцифровка для обратного инжиниринга.

Как 3D-сканирование замыкает контрольный цикл
Решение строится на переходе от точечных замеров к сплошной оцифровке. Система 3D-сканирования деталей собирает миллионы точек за один проход, полностью описывая геометрию, включая поднутрения и глубокие полости, куда щуп КИМ не дотягивается.
На выходе получается сплошная цифровая модель, готовая для сравнения с CAD или построения новой математики.
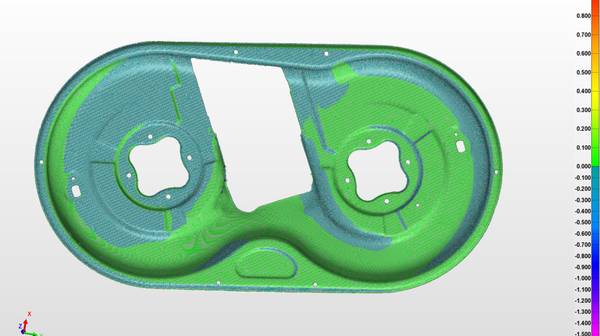
Цикл замыкается в единый поток: сканирование, сравнение, контроль и отчётность. Оператор устанавливает деталь на стол, запускает 3D-сканирование — и через минуты получает не облако точек, а готовую цветовую карту отклонений от CAD.
Дальше вступает специализированное ПО: GD&T-допуски, анализ формы и расположения, привязка к базовым элементам — всё в одном окне. Инженер не ждёт, пока метролог выпишет заключение; он сразу видит, где позиционный допуск вышел за поле, а где шероховатость после фрезеровки дала увод профиля.
Отчёт формируется автоматически, с кривыми распределения и скриншотами критических зон — такой лист можно сразу приложить к акту приёмки или отправить заказчику.
Пошаговое внедрение в производственный процесс
Опираясь на опыт развёртывания на участке контроля готовой продукции у поставщика автомобильных компонентов, можно выделить несколько этапов, которые обеспечивают бесшовную интеграцию 3D-сканирования деталей в действующую линию.

- Проверка на реальных поверхностях. Первым делом убеждаются, что сканер стабильно захватывает геометрию на блестящих после мехобработки, тёмных после термообработки и покрытых масляной плёнкой деталях. Тестирование на трёх образцах из текущей партии исключает сюрпризы.
- Оценка вибрационной обстановки. Сканер закрепляют на штативе и записывают облако точек при работающем соседнем прессе. Уровень шумов должен оставаться в допуске, чтобы не влиять на результаты.
- Обучение оператора. После двухчасового инструктажа проверяют повторяемость измерений на калиброванном артефакте. Целевой показатель — стабильность в пределах 0,03 мм.
- Сквозная передача данных. Убеждаются, что экспорт в среду анализа и передача в CAD и GD&T-модуль идут без ручной конвертации. Это исключает двойную интерпретацию результатов и ускоряет обратную связь на производство.
Такой прагматичный чек-лист — от поведения на реальных деталях до виброустойчивости и времени обучения — даёт уверенность, что 3D-сканирование деталей встанет в линию без неожиданных простоев.
Почему оборудование INSVISION решает именно эти задачи
В описанных сценариях критичны три фактора: способность работать с неподготовленными поверхностями, скорость сбора полного облака точек и бесшовная интеграция с GD&T-анализом. Системы INSVISION закрывают эти требования на аппаратном и программном уровне.
- AlphaScan использует комбинацию синих лазеров и AI-алгоритмов, что обеспечивает стабильный захват геометрии на блестящих, тёмных и маслянистых поверхностях без предварительного матирования. Это экономит время на подготовку и исключает влияние человеческого фактора.
- AlphaVista за один проход собирает миллионы точек и передаёт их в среду SMARPARA Q, где выполняется совмещение с CAD-моделью и анализ отклонений с привязкой к GD&T-обозначениям. Оператор получает готовую карту отклонений и может сразу передать обратную связь на производство.
- Виброустойчивость и повторяемость на уровне 0,03 мм подтверждены на реальных деталях в цеховых условиях, что снимает необходимость в специальных изолированных лабораториях.
Таким образом, INSVISION не просто поставляет сканер, а затягивает сканирование, сравнение и документирование в один непрерывный такт, убирая ручной перенос данных и двойную интерпретацию результатов.
Что меняется на практике
После внедрения 3D-сканирования деталей первая деталь из партии проверяется не за смену, а за десятки минут. Решение о запуске серии принимается на полных данных, а не на выборке из трёх сечений.
Контроль перестаёт быть узким горлышком: пока наладчик ещё не отошёл от станка, инженер уже видит отклонения и может дать команду на подналадку.

Надёжность данных перестаёт зависеть от усталости контролёра в конце смены. Отчёты формируются автоматически, с кривыми распределения и скриншотами критических зон, что упрощает коммуникацию с заказчиком и внутренний аудит.
Для начальника производства это означает, что скорость контроля больше не сдерживает выпуск, а качество обратной связи позволяет быстрее реагировать на уход инструмента.
Где ещё применим такой подход
Описанная схема тиражируется на любые производства, где присутствуют сложная геометрия, жёсткие допуски и потребность в быстрой обратной связи:
- Автомобильные компоненты первого уровня. Контроль первых образцов, инспекция штампованных и литых деталей, оцифровка оснастки.
- Аэрокосмическая отрасль. Проверка корпусных деталей с organo-подобными формами, обратный инжиниринг изношенных узлов.
- Энергетическое машиностроение. Контроль лопаток, крыльчаток и других деталей со сложной аэродинамической геометрией.
- Инструментальное производство. Оцифровка пресс-форм и штампов для ремонта или модернизации.
Во всех этих случаях ключевым остаётся переход от разреженных точечных замеров к сплошной цифровой модели, что позволяет принимать решения на основе полной информации о геометрии.

Резюме
3D-сканирование деталей перестало быть нишевой технологией и превратилось в рабочий инструмент цехового контроля.
Оборудование INSVISION с программной экосистемой SMARPARA Q позволяет замкнуть цикл «измерение — анализ — отчётность» в минуты, а не часы, и получать достоверные данные даже на сложных поверхностях без дополнительной подготовки.
Для технических руководителей и инженеров по качеству это означает не только ускорение контроля, но и принципиально иной уровень понимания реальной геометрии изделия, что напрямую влияет на стабильность процессов и снижение рисков при сборке.
Hangzhou INSVISION Technology Co., Ltd.
Адрес: Китай, провинция Чжэцзян, Ханчжоу, район Юйхан, Liangmu Road 1399, корпус 1, 311121