
Scanner tridimensionale: efficienza operativa e riduzione dei costi di non qualità
Scopri come uno scanner tridimensionale ottico riduce rilavorazioni, fermi linea e costi di non qualità nella manifattura digitale, con un quadro di valutazione operativa.
Dove si annidano i costi: misurazione manuale, rilavorazioni e colli di bottiglia
Prima di valutare qualsiasi strumento digitale, conviene mappare i punti in cui il processo di controllo qualità assorbe tempo e genera scostamenti. Tre aree ricorrono con frequenza nelle realtà manifatturiere:

Note sui termini
Prima di valutare qualsiasi strumento digitale, conviene mappare i punti in cui il processo di controllo qualità assorbe tem…
Come uno scanner tridimensionale ottico interviene sui…Uno scanner tridimensionale industriale non è una “fotocamera 3D”, ma uno strumento metrologico che trasforma superfici fisi…
La scelta dello scanner tridimensionale non è una questione di “migliore in assoluto”, ma di aderenza al pezzo, all’ambiente…
- Ispezione primo articolo e avviamento commessa. Il primo pezzo di una serie determina l’intero setup produttivo. Con strumenti manuali, la verifica di tutte le quote critiche può richiedere ore, durante le quali la linea resta ferma o produce a rischio. Ogni minuto di attesa si traduce in minore saturazione degli impianti.
- Controllo in-process su geometrie complesse. Sottosquadri, cavità profonde, superfici a forma libera sfuggono facilmente a calibri e tastatori a contatto. L’operatore spesso deve fermare la produzione, spostare il componente in sala metrologica e attendere l’esito. Se il controllo rivela una deriva, il lotto già prodotto può essere a rischio.
- Rilavorazioni e scarti da misurazioni incerte. Una misurazione poco ripetibile o soggetta a interpretazione dell’operatore genera falsi positivi (pezzi buoni scartati) o, peggio, falsi negativi (pezzi fuori tolleranza che avanzano nel flusso). In entrambi i casi, il costo della non qualità si manifesta come materiale perso, ore di rilavorazione o contestazioni dal cliente finale.
In tutti questi scenari, il costo reale non è solo la manodopera di misura, ma l’effetto a catena su programmazione, fermo linea e credibilità della documentazione di collaudo.
Come uno scanner tridimensionale ottico interviene sui costi operativi
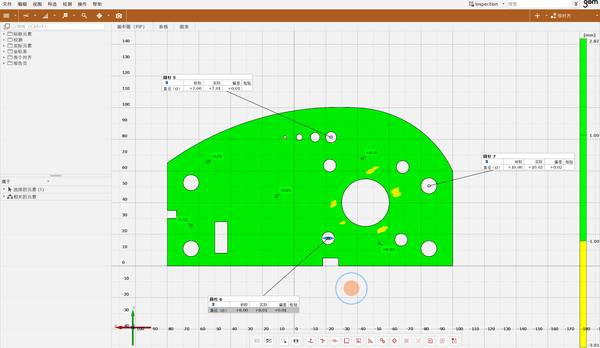
Uno scanner tridimensionale industriale non è una “fotocamera 3D”, ma uno strumento metrologico che trasforma superfici fisiche in nuvole di punti e modelli digitali utilizzabili per controllo dimensionale, reverse engineering e verifica di tolleranze GD&T.
La sua capacità di agire direttamente in reparto, senza spostare il pezzo, cambia la dinamica dei costi su più fronti.
- Riduzione del ciclo di ispezione. L’acquisizione di una nuvola di punti densa, che copre l’intera superficie del componente, avviene in pochi secondi o minuti. Il confronto con il modello CAD nominale produce una mappa di scostamento immediata, evidenziando le aree fuori tolleranza. Il tempo risparmiato rispetto a una misura punto a punto si riflette in una ripartenza più rapida della produzione e in una maggiore capacità di controllo su lotti campionati più ampi.
- Minore dipendenza dall’operatore e dalla sala metrologica. Scanner portatili a laser o a luce strutturata possono operare in condizioni ambientali variabili (ad esempio, da -10 °C a 40 °C nelle soluzioni industriali INSVISION). Questo significa che il controllo può essere eseguito a bordo linea, sull’attrezzatura di lavoro o presso il cliente, riducendo i tempi di movimentazione e la necessità di personale dedicato esclusivamente alla metrologia. L’operatore di produzione può eseguire la scansione dopo una formazione contenuta, liberando i tecnici specializzati per attività a maggior valore aggiunto.
- Rilavorazioni e scarti sotto controllo. Una nuvola di punti ad alta densità riduce l’incertezza di misura su geometrie complesse. Fori, sedi di accoppiamento e superfici di tenuta vengono acquisiti con precisione metrologica (fino a 0,020 mm su scanner come AlphaScan di INSVISION), consentendo di prendere decisioni basate su dati oggettivi. Si riducono così i falsi scarti e si intercettano le derive di processo prima che generino lotti non conformi.
- Tracciabilità e documentazione di qualità. Il dato 3D, archiviato insieme al rapporto di ispezione, costituisce una prova oggettiva dello stato del pezzo al momento del collaudo. In settori come automotive e aerospazio, dove la tracciabilità è un requisito contrattuale, questa documentazione riduce il rischio di contestazioni e accelera la risoluzione di eventuali non conformità.
- Manutenzione e aggiornamento del gemello digitale. La scansione periodica di attrezzature, stampi e componenti soggetti a usura permette di monitorare l’evoluzione delle geometrie nel tempo, pianificare interventi di manutenzione predittiva e aggiornare il modello digitale di riferimento. Questo evita fermi macchina improvvisi e prolunga la vita utile degli asset.
Tecnologie a confronto: quale principio ottico per quale processo
La scelta dello scanner tridimensionale non è una questione di “migliore in assoluto”, ma di aderenza al pezzo, all’ambiente e al livello di tracciabilità richiesto. Tre approcci principali coprono la maggior parte delle applicazioni industriali.
- Scanner a luce strutturata. Proiettano pattern geometrici sulla superficie e ne leggono le deformazioni tramite sensori ottici. Sono indicati per componenti medio-piccoli con finiture uniformi, dove servono mesh dense per controllo dimensionale, reverse engineering o ispezione primo articolo. Offrono un’elevata risoluzione laterale e un buon compromesso tra velocità e dettaglio.
- Scanner laser. Utilizzano linee o punti laser per campionare la superficie. Gestiscono meglio finiture variabili, superfici riflettenti e ambienti produttivi meno controllati. Le soluzioni con laser blu, come quelle adottate da INSVISION con modalità per cavità profonde e linee laser blu multiple, riescono a leggere geometrie incassate e sottosquadri che metterebbero in difficoltà altri sistemi ottici. Sono la scelta più frequente per telai, parti automotive complesse e attività MRO aerospaziali.
- Scanner fotogrammetrici. Ricostruiscono il modello 3D da immagini 2D acquisite da più angolazioni. Sono adatti a oggetti di grandi dimensioni — fusoliere, telai di attrezzature, infrastrutture energetiche — dove il campo di misura ampio compensa una densità di punti generalmente inferiore.
La tabella seguente aiuta a collocare ciascuna tecnologia rispetto ai parametri che impattano sui costi operativi.
| Tecnologia | Tipico campo di misura | Precisione indicativa | Ambiente operativo ideale | Impatto su ciclo di ispezione |
|---|---|---|---|---|
| Luce strutturata | Piccolo-medio (fino a qualche decimetro) | Elevata (ordine di 0,010-0,030 mm) | Reparto con illuminazione controllata | Riduce drasticamente i tempi su particolari con molte quote |
| Laser (anche blu) | Medio-grande, adatto a cavità profonde | Elevata (fino a 0,020 |
Hangzhou Insvision Technology Co., Ltd.
Indirizzo: Edificio 1, n. 1399, via Liangmu, distretto di Yuhang, Hangzhou, Zhejiang 311121, Cina