
Scanner tridimensionale AlphaScan di INSVISION per la verifica dimensionale in ambienti industriali severi
Lo scanner tridimensionale AlphaScan di INSVISION usa il laser blu per misurare componenti meccanici in hangar e siti energetici non climatizzati.
L’AlphaScan di INSVISION è stato progettato per rispondere a questa esigenza, combinando un’architettura ottica a luce blu con un corpo macchina pensato per l’uso manuale prolungato in ambienti industriali severi.
Questo articolo analizza come la tecnologia laser blu metrologica affronta i colli di bottiglia tipici del controllo qualità e del reverse engineering su componenti meccanici con tolleranze geometriche strette, descrivendo un percorso applicativo reale senza ricorrere a dati non verificabili.
Il contesto operativo e le criticità dei metodi tradizionali
Nei reparti di manutenzione aeronautica e negli impianti di produzione energetica, la misura di superfici complesse è ancora spesso affidata a calibri, tastatori a contatto o bracci di misura.
Questi strumenti, per quanto consolidati, mostrano limiti evidenti quando la geometria da rilevare include raggi di curvatura ridotti, gradini di lavorazione di pochi decimi di millimetro o cavità profonde.
Il tastatore a contatto, ad esempio, richiede tempi lunghi per mappare una superficie free-form e rischia di non catturare transizioni sottili che invece influenzano il comportamento in esercizio del componente.
Inoltre, le condizioni ambientali — variazioni termiche, scarsa illuminazione, presenza di liquidi refrigeranti — possono alterare la ripetibilità della misura o rendere inutilizzabili strumenti ottici non progettati per tali contesti.

Criteri di selezione e controlli sul campo
| Area di attenzione | Punto decisionale | Nota di implementazione |
|---|---|---|
| Il contesto operativo e le criticità dei metodi tradizi… | Nei reparti di manutenzione aeronautica e negli impianti di produzione energetica, la misura di superfici complesse è ancora spesso affidata a calibr… | Questi strumenti, per quanto consolidati, mostrano limiti evidenti quando la geometria da rilevare include raggi di curvatura ridotti, gradini d… |
| Perché la luce blu cambia le regole del gioco | La scelta della lunghezza d’onda non è un dettaglio. | La luce blu, con la sua lunghezza d’onda corta, offre una resistenza naturale alle interferenze provocate da superfici riflettenti o lucidate. |
| Il processo di acquisizione in un hangar aeronautico | Consideriamo un intervento di manutenzione programmata su un componente strutturale di un velivolo. | L’obiettivo è verificare che l’usura non abbia compromesso le tolleranze geometriche indicate nel manuale di riparazione. |
| Come l’AlphaScan risponde alle esigenze del reparto pro… | In un’officina di produzione energetica non climatizzata, lo stesso scanner può essere utilizzato per il controllo qualità in linea su componenti app… | La temperatura ambiente può variare di oltre 15 °C nell’arco della giornata. |
Un’altra criticità ricorrente è la riflettività delle superfici. Componenti finiti, lucidati o rettificati, generano interferenze che degradano la qualità della nuvola di punti se la sorgente luminosa non è adeguatamente scelta.
In questi casi, l’operatore è costretto a opacizzare la superficie con spray, introducendo un’operazione aggiuntiva che allunga i tempi di ispezione e può alterare la geometria rilevata se lo strato non è uniforme.
Perché la luce blu cambia le regole del gioco
La scelta della lunghezza d’onda non è un dettaglio. La luce blu, con la sua lunghezza d’onda corta, offre una resistenza naturale alle interferenze provocate da superfici riflettenti o lucidate.
Questo significa che, in molti casi, è possibile scansionare direttamente il componente finito senza preparazione superficiale, riducendo i tempi di setup e il rischio di errori indotti dall’operatore.

L’AlphaScan di INSVISION sfrutta 50 linee laser blu disposte in configurazione incrociata. Questa geometria permette di ottenere una densità di punti sufficiente a preservare anche le transizioni geometriche più sottili, come un piccolo raccordo di fusione o un gradino di lavorazione di pochi decimi.
La nuvola di punti risultante descrive la superficie con un livello di dettaglio che consente di generare mesh ad alta risoluzione per il confronto con il modello CAD nominale o per la ricostruzione in reverse engineering.
Per le geometrie interne, il sistema integra una linea laser blu dedicata alla modalità deep-hole: un singolo fascio ottimizzato per penetrare in fori, cavità e sedi di tenuta, aree spesso inaccessibili a uno scanner tradizionale senza l’ausilio di sonde aggiuntive.
Il processo di acquisizione in un hangar aeronautico
Consideriamo un intervento di manutenzione programmata su un componente strutturale di un velivolo. L’obiettivo è verificare che l’usura non abbia compromesso le tolleranze geometriche indicate nel manuale di riparazione.
La temperatura nell’hangar è di -5 °C, il pezzo è fissato su un cavalletto e l’operatore indossa guanti protettivi.

- Preparazione. L’operatore posiziona alcuni target di riferimento sulla superficie del componente o nell’area circostante. L’AlphaScan, con un peso di 1070 grammi, viene impugnato agevolmente anche con guanti spessi. Non è richiesto preriscaldamento dello strumento: l’elettronica interna compensa le derive termiche, mantenendo la precisione metrologica dichiarata anche dopo un’esposizione prolungata al freddo.
- Scansione. L’operatore esegue passate successive seguendo la geometria del pezzo. Le 50 linee laser incrociate catturano la superficie con una velocità di acquisizione che consente di completare la scansione di un componente di medie dimensioni in pochi minuti. Le aree lucidate, che con un laser rosso avrebbero generato riflessioni parassite, vengono rilevate senza bisogno di spray opacizzante. Per i fori di alleggerimento e le sedi di accoppiamento, l’operatore attiva la modalità deep-hole e ottiene la nuvola di punti interna senza cambiare strumento.
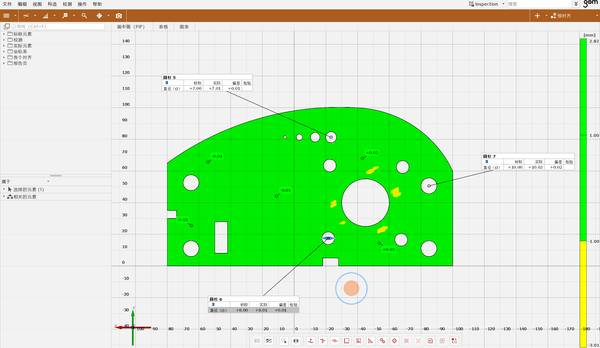
- Elaborazione dati. La nuvola di punti viene allineata al sistema di riferimento del componente e confrontata con il modello CAD tramite software di ispezione metrologica. La mappa delle deviazioni evidenzia immediatamente le aree fuori tolleranza. La densità di punti permette di distinguere un’usura localizzata da un errore di forma sistematico, informazione cruciale per decidere se riparare o sostituire il pezzo.
- Reportistica. Il tecnico genera un report di ispezione che include mappe colorimetriche, sezioni e valori di deviazione puntuale. Il formato digitale consente di archiviare la prova dimensionale e di tracciare l’evoluzione dell’usura nel tempo, confrontando scansioni successive.
Come l’AlphaScan risponde alle esigenze del reparto produttivo
In un’officina di produzione energetica non climatizzata, lo stesso scanner può essere utilizzato per il controllo qualità in linea su componenti appena lavorati. La temperatura ambiente può variare di oltre 15 °C nell’arco della giornata.
L’AlphaScan è progettato per operare in queste condizioni senza richiedere tempi di stabilizzazione lunghi. Il corpo in materiale composito e l’assenza di ventole di raffreddamento riducono i punti di ingresso per polvere e umidità, aumentando l’affidabilità nel tempo.
La scelta di un peso contenuto non è solo una questione di comfort: sessioni di scansione manuale prolungate, tipiche del reverse engineering di componenti complessi, diventano sostenibili senza affaticamento, riducendo il rischio di tremolii che degradano la qualità della nuvola di punti.
Inoltre, la possibilità di operare senza cavi ingombranti grazie alla batteria integrata semplifica la logistica in spazi ristretti, come all’interno di una turbina o di un carter.
Effetti osservabili sul processo di verifica dimensionale
L’introduzione di uno scanner tridimensionale a luce blu come l’AlphaScan in questi scenari produce alcuni cambiamenti qualitativi ricorrenti, esprimibili in termini operativi più che con percentuali generiche:
- Riduzione del tempo di setup. L’eliminazione dello spray opacizzante e la rapidità di posizionamento dei target accorciano la fase preparatoria.
- Maggiore completezza del dato. La combinaz
Hangzhou Insvision Technology Co., Ltd.
Indirizzo: Edificio 1, n. 1399, via Liangmu, distretto di Yuhang, Hangzhou, Zhejiang 311121, Cina