
Scanner tridimensionale a contatto e non a contatto: differenze tecniche e applicazioni industriali
Scanner tridimensionale a contatto e non a contatto: principi, precisione, scenari ideali e comportamento su superfici opache, riflettenti o scure.
Scanner tridimensionale a contatto e non a contatto: differenze tecniche e applicazioni industriali
In un reparto di stampaggio di un fornitore Tier-1 automotive, un lotto di staffe può richiedere verifiche rapide su profili, fori, deformazioni e tolleranze GD&T prima del rilascio.
In questo contesto, uno scanner tridimensionale è uno strumento di metrologia industriale che acquisisce dati geometrici da oggetti reali e li trasforma in modelli digitali fedeli, utilizzabili per ispezione, reverse engineering e archiviazione tecnica.

Note sui termini
In un reparto di stampaggio di un fornitore Tier-1 automotive, un lotto di staffe può richiedere verifiche rapide su profili…
Con l’integrazione dei controlli dimensionali in celle Industry 4.0, la distinzione tra scanner a contatto e non a contatto…
Campi di applicazione per ogni tipologiaCon l’aumento dei controlli digitali in ambienti Industry 4.0, la scelta dello scanner tridimensionale non dipende solo dall…
Esempio pratico: scanner non a contatto portatile su at…Il problema, in molti controlli qualità su componenti per equipaggiamenti pesanti, non è la grandezza del pezzo.
Rispetto a calibri e micrometri, adatti a quote puntuali e controlli in linea semplici, la scansione 3D legge superfici complete. Rispetto a una CMM a ponte, molto efficace per misure ad alta ripetibilità in sala metrologica, uno scanner 3D offre maggiore flessibilità su componenti complessi o di grandi dimensioni.
Nella Produzione 4.0, questi dati alimentano digital twin, tracciabilità dei componenti, first-article inspection e analisi delle derive di processo.
Per mercati automotive, aerospaziale ed energia, il riferimento a normative come la ISO 10360 e la ASME B89.4.22 definisce i requisiti di accuratezza e ripetibilità che guidano la scelta della tecnologia più adatta.
Principi di funzionamento delle due macro-categorie
Con l’integrazione dei controlli dimensionali in celle Industry 4.0, la distinzione tra scanner a contatto e non a contatto diventa un criterio progettuale, non una semplice preferenza tecnica.
Entrambe le famiglie condividono l’obiettivo di generare una nuvola di punti metrologicamente affidabile, ma lo raggiungono con principi fisici differenti.
Scanner a contatto. Utilizzano un tastatore (sonda a contatto) montato su un braccio articolato o su una CMM. Il tastatore tocca fisicamente la superficie del pezzo in punti discreti, registrando coordinate XYZ con elevata precisione.
La misura è insensibile a colore, riflettività e condizioni di illuminazione ambientale. Questa tecnologia eccelle nella definizione di riferimenti geometrici (piani, cilindri, centri foro) e nella verifica di tolleranze dimensionali ristrette su particolari prismatici.
Il limite principale è la velocità di acquisizione: ogni punto richiede un contatto, rendendo poco pratico il rilievo di superfici free-form complesse o di grandi aree.
Scanner non a contatto. Sfruttano sorgenti ottiche – laser, luce strutturata, luce blu – per proiettare un pattern sulla superficie e leggerne la deformazione con una o più telecamere. La triangolazione ottica restituisce milioni di punti in pochi secondi, descrivendo l’intera superficie senza contatto meccanico.
I modelli più diffusi includono scanner laser a triangolazione, scanner a luce strutturata e sistemi a tempo di volo per grandi volumi.
La qualità del dato dipende dalla capacità di gestire superfici opache, riflettenti o scure: i laser blu, ad esempio, riducono l’interferenza su materiali lucidi e garantiscono una migliore lettura su superfici difficili.
La portabilità e la rapidità rendono questa categoria adatta a controlli in linea, reverse engineering di geometrie organiche e ispezioni su componenti di grandi dimensioni che non possono essere spostati.

Campi di applicazione per ogni tipologia
Con l’aumento dei controlli digitali in ambienti Industry 4.0, la scelta dello scanner tridimensionale non dipende solo dalla precisione dichiarata. Conta dove si misura, quanto è grande il pezzo e quale tolleranza va documentata.
Gli scanner a contatto restano la scelta di riferimento quando servono misure di altissima accuratezza su elementi geometrici semplici e ben accessibili.
Sono impiegati per la qualifica di calibri, il controllo di accoppiamenti critici (alesaggi, sedi di cuscinetti) e la certificazione di primi articoli in sala metrologica.
La loro ripetibilità li rende insostituibili nei processi di controllo statistico (SPC) dove pochi punti ben definiti bastano a monitorare la stabilità del processo.
Gli scanner non a contatto coprono invece gli scenari in cui la forma complessa, la dimensione o il materiale rendono impraticabile il contatto.
Componenti stampati, fusioni, pale di turbina, pannelli carrozzeria, particolari in composito o plastica: in tutti questi casi la scansione ottica fornisce una mappa completa delle deviazioni rispetto al CAD in tempi ridotti.
La possibilità di operare direttamente in reparto, senza portare il pezzo in sala metrologica, riduce i tempi di fermo linea e consente decisioni immediate sulla conformità.
Esempio pratico: scanner non a contatto portatile su attrezzature pesanti
Il problema, in molti controlli qualità su componenti per equipaggiamenti pesanti, non è la grandezza del pezzo. È arrivare dentro concavità profonde senza perdere affidabilità metrologica.
In un’area di produzione con variazioni termiche tra -10 °C e 40 °C, calibri, dime e bracci di misura possono richiedere fissaggi, riposizionamenti e accessi difficili, soprattutto quando occorre verificare profili, GD&T callouts, tolleranze di runout o superfici lavorate interne.
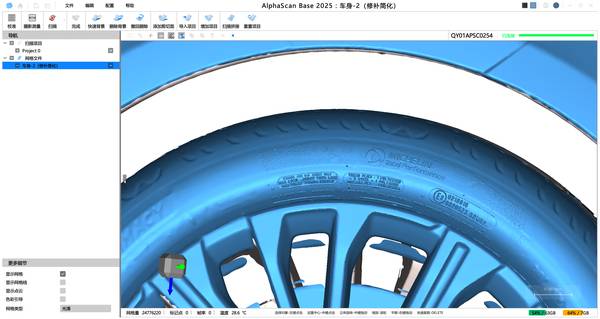
In questo scenario, uno scanner tridimensionale non a contatto portatile consente una preparazione minima del componente, la scansione diretta delle superfici, l’elaborazione della nuvola di punti, il confronto con il CAD e la generazione del rapporto di controllo qualità.
Un esempio tecnico adatto a queste condizioni è INSVISION AlphaScan: laser blu, precisione metrologica di 0,020 mm, design leggero per uso prolungato, modalità ottimizzata per concavità profonde e funzionamento stabile nell’intervallo -10 °C / 40 °C.

Il risultato operativo è un flusso di ispezione che parte dal pezzo fermo a bordo linea, acquisisce l’intera geometria in pochi minuti, genera una mappa colorimetrica delle deviazioni e archivia il report per la tracciabilità.
L’operatore può decidere subito se il componente è conforme o necessita di rilavorazione, senza spostamenti e senza interpretazioni soggettive.
Idee sbagliate comuni e indicazioni pratiche per la scelta
Su una linea di stampaggio di un fornitore Tier-1, il problema raramente è “comprare lo scanner tridimensionale più preciso”.
Il problema vero è misurare flange, fori, raggi e deformazioni senza fermare troppo a lungo il flusso di produzione, mantenendo coerenza con GD&T, first-article inspection e tolleranze di runout.
Un equivoco frequente è valutare solo il valore di accuratezza dichiarato. Conta anche la stabilità in officina, la gestione di superfici riflettenti o scure, la profondità di campo, il software di confronto CAD e la qualità del report. Un altro errore: pensare che la scansione sostituisca sempre CMM o calibri.
Spesso lavora meglio come metodo rapido di acquisizione e analisi della deviazione, mentre la metrologia a contatto resta utile per quote critiche selezionate.
Per applicazioni industriali, la scelta corretta parte dal pezzo, non dal catalogo. Occorre valutare materiale, dimensioni, tolleranze, accessibilità dei dettagli e formato dati richiesto dal team qualità.
In questa prospettiva, soluzioni come AlphaScan, con precisione metrologica di 0,020 mm e funzionamento stabile tra -10 °C e 40 °C, o AlphaVista, pensata per grandi superfici e scenari flessibili, rappresentano esempi di come la tecnologia debba adattarsi al processo e non viceversa.

Conclusioni
La distinzione tra scanner trid
Hangzhou Insvision Technology Co., Ltd.
Indirizzo: Edificio 1, n. 1399, via Liangmu, distretto di Yuhang, Hangzhou, Zhejiang 311121, Cina