
Dai dati di scansione al report di controllo: scanner tridimensionale in
Lo scanner tridimensionale INSVISION AlphaScan ottimizza il controllo qualità in linea per aerospaziale e automotive. Scansioni precise su superfici complesse.

Garantire tolleranze inferiori a 50 micron su una pala di turbina o su un collettore di scarico lucidato, senza fermare la produzione per ore e senza mascherare i pezzi con spray opacizzanti, è una delle sfide quotidiane di chi dirige uno stabilimento aerospaziale o automotive di fascia alta.
In un contesto regolato dalle norme AS9100 e ISO 9001, ogni fermo linea per ispezione dimensionale ha un costo diretto e indiretto che incide sulla redditività del lotto.
I metodi tradizionali – calibri, macchine di misura a coordinate (CMM) fisse – offrono accuratezza ma impongono tempi morti, spostamenti di componenti ingombranti e una preparazione superficiale che introduce variabilità.
È in questo scenario che uno scanner tridimensionale metrologico portatile, come INSVISION AlphaScan, è stato valutato per spostare il controllo qualità direttamente sulla postazione di lavoro, senza interrompere il flusso produttivo.
Condizioni operative tipiche e criticità principali
In uno stabilimento Tier-1 europeo specializzato in componenti per turbine e stampi ad alta tolleranza, il responsabile di produzione si confrontava con tre colli di bottiglia ricorrenti.
Sintesi dello scenario
Un modo pratico per leggere l’articolo è partire da questo scenario:
- Condizioni operative tipiche e criticità principali: In uno stabilimento Tier-1 europeo specializzato in componenti per turbine e stampi ad alta tolleranza, il respons…
- Criteri di selezione e approccio alla soluzione: Per superare questi attriti operativi, il team ha definito quattro requisiti vincolanti per l’adozione di uno scan…
- Implementazione: dalla scansione in linea all’integ…: La fase di adozione è stata articolata in tre passaggi, senza modificare il layout di linea né prevedere fermi pro…
- Tempi di fermo macchina e logistica interna. Spostare un particolare di medie dimensioni dalla linea alla sala metrologica bloccava la postazione per ore. La CMM fissa, per quanto precisa, non poteva seguire il ritmo dei cambi produzione e costringeva a pianificare le ispezioni a lotti, con il rischio di scoprire derive dimensionali solo a valle.
- Superfici difficili da rilevare. Acciai stampati, alluminio fresato, plastiche scure e gomme nere richiedevano l’applicazione di spray opacizzanti. Oltre ad allungare il ciclo di processo, lo strato di polvere falsava le tolleranze più strette, rendendo inaffidabili le misure su quote GD&T critiche.
- Formazione e autonomia degli operatori. I tecnici meno esperti impiegavano settimane per acquisire dimestichezza con il software della CMM e con le procedure di allineamento. La variabilità operativa si traduceva in misurazioni non ripetibili e in un carico aggiuntivo sul personale senior.
A queste si aggiungeva la necessità di documentare ogni verifica in modo tracciabile, come richiesto dagli audit dei clienti finali, senza poter contare su un archivio digitale unificato delle nuvole di punti.
Criteri di selezione e approccio alla soluzione
Per superare questi attriti operativi, il team ha definito quattro requisiti vincolanti per l’adozione di uno scanner tridimensionale.
- Portabilità reale. Il dispositivo doveva essere trasportabile a mano tra la linea di assemblaggio, l’ufficio qualità e il reparto stampaggio, senza carrelli o postazioni dedicate.
- Capacità di lettura su superfici non cooperative. L’obiettivo era eliminare qualsiasi preparazione chimica su acciai lucidi, plastiche scure e alluminio fresato, mantenendo la piena acquisizione della geometria.
- Precisione metrologica verificabile in officina. Non bastava un certificato di laboratorio: serviva una precisione di scansione riscontrabile su un anello di riscontro o su un calibro certificato, con scostamenti nell’ordine dei 0,020 mm.
- Interfaccia utilizzabile dopo mezza giornata di affiancamento. La curva di apprendimento doveva essere sufficientemente piatta da consentire a un tecnico di turno di operare in autonomia dopo poche sessioni pratiche.
INSVISION AlphaScan è stato selezionato perché rispondeva a tutti e quattro i punti. Con un peso di 1070 grammi, impugnatura bilanciata e 50 linee laser blu incrociate, lo scanner poteva essere utilizzato a mano libera per un intero turno senza affaticamento, infilato nello zaino al cambio reparto e connesso via USB al software di ispezione già in uso.

Implementazione: dalla scansione in linea all’integrazione nel flusso di lavoro
La fase di adozione è stata articolata in tre passaggi, senza modificare il layout di linea né prevedere fermi prolungati.
- Formazione e presa in carico. I tecnici del reparto qualità e gli ingegneri di processo hanno seguito due sessioni pratiche. L’interfaccia del software di acquisizione ha permesso loro di generare nuvole di punti complete già durante la prima giornata di affiancamento. Il peso contenuto e l’impugnatura ergonomica hanno reso naturale il lavoro in spazi ristretti, anche su postazioni non dedicate.
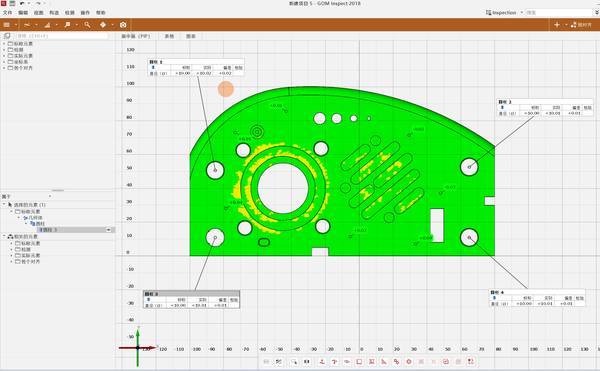
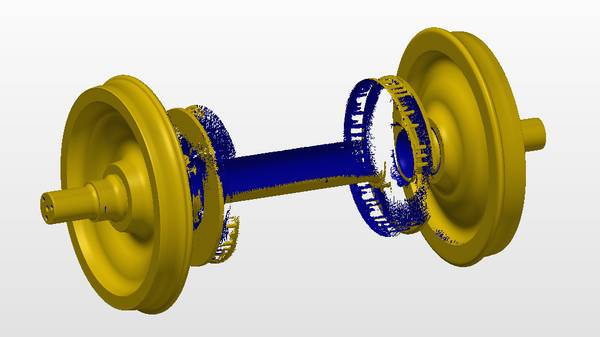
- Test su componenti di riferimento. Sono stati scansionati particolari con superfici nere ad alta riflessione, fori profondi e fessure strette, ovvero le geometrie che in passato richiedevano setup aggiuntivi o venivano escluse dal controllo. Le 50 linee laser blu incrociate hanno restituito nuvole di punti dense già alla prima passata, senza spray opacizzanti. La precisione di 0,020 mm è stata verificata su calibri certificati, confermando l’affidabilità metrologica anche sui punti morti che la CMM non riusciva a raggiungere.
- Integrazione nel flusso digitale. I file mesh generati da AlphaScan entrano direttamente nel ciclo di approvazione dei primi articoli (FAI) e nel confronto con i modelli CAD. L’operatore esegue la scansione in pochi minuti direttamente sulla postazione di lavoro, restituisce il componente alla produzione e archivia la nuvola di punti con tutti gli indicatori di tolleranza GD&T. Per il responsabile di stabilimento, questo ha significato zero interruzioni, tempi di addestramento ridotti e un controllo qualità distribuito esattamente dove serve.
Perché INSVISION AlphaScan si adatta a questo scenario
Le caratteristiche tecniche dello scanner tridimensionale INSVISION AlphaScan rispondono punto per punto alle criticità emerse in fase di analisi.

| Requisito operativo | Come AlphaScan lo soddisfa |
|---|---|
| Portabilità e utilizzo in linea | 1070 g di peso, nessuna unità di controllo esterna, connessione USB |
| Superfici lucide, nere, trasparenti | 50 linee laser blu incrociate, nessuna preparazione chimica |
| Precisione metrologica verificabile | 0,020 mm, riscontrabile su anello di riscontro in officina |
| Curva di apprendimento rapida | Interfaccia intuitiva, autonomia dopo mezza giornata di affiancamento |
| Conformità normativa internazionale | Certificazioni CE, FCC, RoHS per stabilimenti in Europa e Nord America |
La conformità CE, FCC e RoHS ha rimosso ogni dubbio per l’utilizzo negli stabilimenti in Germania e Ohio, rendendo AlphaScan uno strumento trasversale ai siti produttivi del gruppo.
Risultati osservabili dopo l’introduzione
Sulla linea di stampaggio di un fornitore Tier-1 automotive, ogni componente richiedeva un controllo dimensionale completo prima del rilascio del lotto.
Con la CMM e i calibri tradizionali, un operatore esperto copriva solo parzialmente le quote critiche: fori profondi, sottosquadri e superfici lucide restavano spesso non misurati o richiedevano setup aggiuntivi. Dopo l’introduzione di INSVISION AlphaScan, il flusso è cambiato in modo tangibile.
- Riduzione dei tempi di ispezione per singolo pezzo. La scansione con 50 linee laser blu incrociate rileva l’intera geometria in una sola passata, compresi i punti morti che prima venivano saltati. Questo ha eliminato le rilavorazioni dovute a misurazioni incomplete.
- Eliminazione degli spray opacizzanti. Anche le cavità più profonde e le superfici riflettenti vengono acquisite con precisione senza preparazione chimica, azzerando la variabilità indotta dal trattamento superficiale.
- Abbattimento dei costi di formazione. Dopo una giornata di affiancamento, un tecnico è già autonomo. Il personale può essere ruotato tra le linee senza dover programmare settimane di training specialistico.
- Tracciabilità digitale completa. Ogni scansione viene archiviata come nuvola di punti con gli indicatori GD&T. In caso di audit, si recupera la scansione originale senza cercare rapporti cartacei o ricordare quale calibro è stato utilizzato. Per il responsabile di stabilimento, questo significa meno fermate non pianificate, zero contestazioni sui dati e una catena di controllo qualità solida e documentata.
Lezioni apprese e applicabilità ad altri settori
Dall’esperienza su linee di stampaggio e lavorazione meccanica sono emerse due indicazioni trasferibili ad altre realtà produttive.

La prima: uno scanner tridimensionale va scelto in base alle caratteristiche reali dei componenti – geometrie, finitura superficiale, tolleranze richieste – e non solo sulla base della scheda tecnica.
Se il dispositivo non è in grado di leggere le superfici così come escono dalla produzione, i benefici sul flusso di lavoro restano teorici.
La seconda: le soluzioni portatili offrono una flessibilità che i sistemi fissi non possono garantire, specialmente in stabilimenti con più linee o quando occorre spostare il dispositivo tra reparti diversi senza fermare la produzione.
I settori in cui questa configurazione trova applicazione immediata includono:
- Produzione automotive (controllo qualità di lotti di particolari meccanici, stampati e fusioni)
- Manutenzione aerospaziale (MRO) e riparazione di componenti di turbina
- Componenti per l’energia fotovoltaica e la manifattura avanzata
- Stampa 3D e additive manufacturing (confronto CAD-mesh, analisi di deviazione)
- Ingegneria inversa e analisi dimensionale GD&T per primo articolo
In ognuno di questi scenari, la portabilità, la capacità di leggere superfici non cooperative e la precisione metrologica di 0,020 mm fanno la differenza tra uno strumento che si integra nel processo quotidiano e uno che resta confinato in sala metrologica.
In sintesi
L’adozione di uno scanner tridimensionale portatile come INSVISION AlphaScan ha permesso a un fornitore Tier-1 di spostare il controllo qualità dalla sala metrologica alla linea, eliminando i tempi morti legati al trasporto dei pezzi e alla preparazione superficiale.
La combinazione di 50 linee laser blu incrociate, peso ridotto e precisione verificabile ha reso possibile la scansione diretta di geometrie complesse e superfici riflettenti, riducendo i costi di formazione e garantendo la tracciabilità digitale richiesta dalle normative di settore.
Per i responsabili di produzione e qualità che affrontano sfide simili, questo approccio rappresenta un percorso replicabile, fondato su criteri di selezione operativi e su un’integrazione graduale nel flusso esistente.
Hangzhou Insvision Technology Co., Ltd.
Indirizzo: Edificio 1, n. 1399, via Liangmu, distretto di Yuhang, Hangzhou, Zhejiang 311121, Cina