
Integrazione dello scanner a luce strutturata INSVISION nel controllo qualità in linea di componenti aerospaziali
Scopri come lo scanner a luce strutturata INSVISION ottimizza il controllo qualità in linea dei componenti aerospaziali, riducendo i fermi e garantendo precisione.
Condizioni operative tipiche e criticità principali
Il contesto di riferimento è quello di un fornitore aerospaziale Tier che produce componenti strutturali in lega leggera, caratterizzati da scanalature a V, fori di assemblaggio con tolleranze posizionali stringenti e superfici di accoppiamento che richiedono un controllo dell’intera forma, non solo di punti discreti.
In questo reparto convivono più linee di lavorazione e la logistica interna è già satura: ogni spostamento verso una sala metrologica esterna comporta rischi di deformazione termica o meccanica del pezzo, oltre a un allungamento del lead time di controllo.

Sintesi dello scenario
Un modo pratico per leggere l’articolo è partire da questo scenario:
- Condizioni operative tipiche e criticità principali: Il contesto di riferimento è quello di un fornitore aerospaziale Tier che produce componenti strutturali in lega l…
- Approccio alla soluzione: L’obiettivo non era semplicemente sostituire uno strumento di misura, ma ripensare il flusso di controllo qualità…
- Processo di implementazione: L’integrazione dello scanner a luce strutturata INSVISION AlphaScan nella linea produttiva è stata articolata in f…
I metodi tradizionali – macchine di misura a coordinate (CMM) fisse, tracciatori tattili, calibri manuali – impongono alcune limitazioni concrete:
- Tempi di fermo linea elevati. Il trasporto del componente alla CMM e l’attesa del ciclo di misura bloccano la stazione di lavoro a monte.
- Copertura di misura parziale. Con tastatori e calibri si rilevano solo punti o sezioni predefinite, mentre le deformazioni locali o le derive di forma restano invisibili.
- Competenze specialistiche richieste. La programmazione della CMM e l’interpretazione dei referti sono attività che il personale di linea raramente può svolgere in autonomia.
- Deriva metrologica legata all’ambiente. Le variazioni termiche del reparto, se non compensate, introducono incertezze che costringono a climatizzare le aree di misura, aumentando i costi infrastrutturali.
A queste difficoltà si aggiunge la necessità di documentare ogni verifica secondo gli standard aerospaziali, generando report di ispezione completi e ripetibili, spesso già in fase di primo articolo (FAI).
Approccio alla soluzione
L’obiettivo non era semplicemente sostituire uno strumento di misura, ma ripensare il flusso di controllo qualità portando la metrologia sul pezzo, e non il pezzo alla metrologia.
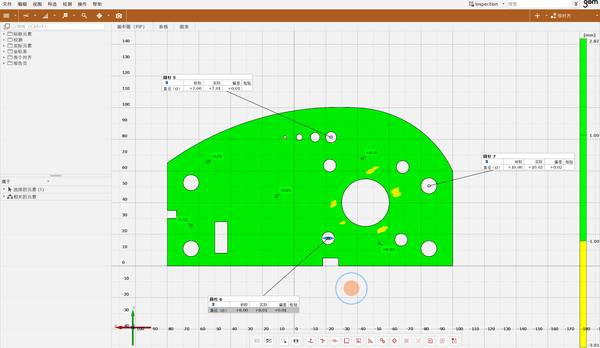
La scelta è ricaduta su uno scanner a luce strutturata in grado di operare in condizioni di reparto, acquisire l’intera superficie del componente in pochi secondi e restituire una mappa delle deviazioni rispetto al modello CAD, con precisione metrologica certificata.
Il ragionamento che ha guidato la selezione ha considerato quattro fattori:
- Acquisizione a campo pieno. Per componenti con geometrie articolate, la scansione a luce strutturata con laser blu incrociati permette di rilevare simultaneamente ampie porzioni di superficie, riducendo i tempi di posizionamento.
- Robustezza ambientale. Lo strumento deve funzionare in un intervallo di temperatura tipico di un capannone non climatizzato, senza derive che compromettano l’affidabilità della misura.
- Semplicità operativa. L’interfaccia e il flusso di lavoro devono poter essere appresi in pochi giorni da operatori di linea, non da metrologi esperti.
- Generazione automatica dei report. I dati acquisiti devono confluire in un formato di report conforme alle normative aerospaziali, senza passaggi manuali di ricompilazione.
Processo di implementazione
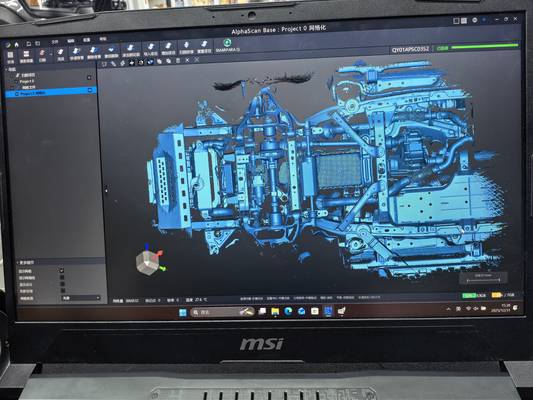
L’integrazione dello scanner a luce strutturata INSVISION AlphaScan nella linea produttiva è stata articolata in fasi ben distinte, senza interrompere la produzione corrente.
- Valutazione preliminare in stabilimento
Il team tecnico ha condotto un’analisi di compatibilità direttamente sui componenti target, verificando la capacità dello scanner di leggere le superfici principali, le scanalature a V e i fori di assemblaggio.
La configurazione hardware prevede 50 linee laser blu incrociate per la copertura delle superfici ampie e una linea laser dedicata per le zone ad accesso limitato, come le cavità interne o i sottosquadra.

- Formazione degli operatori
Per una scelta affidabile, è opportuno validare lo scanner con pezzi reali, flussi di controllo esistenti e requisiti concreti di reportistica. INSVISION può supportare questa fase con dimostrazioni applicative, verifica dei dati campione e raccomandazioni pratiche per integrare la scansione 3D nel controllo qualità e nel miglioramento della produzione.
Hangzhou Insvision Technology Co., Ltd.
Indirizzo: Edificio 1, n. 1399, via Liangmu, distretto di Yuhang, Hangzhou, Zhejiang 311121, Cina